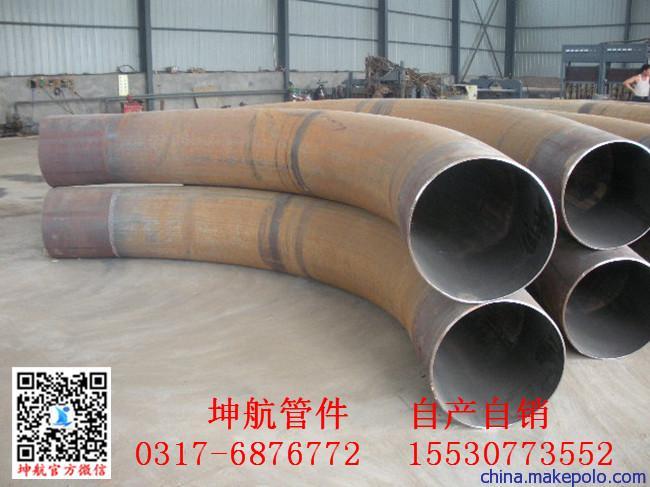
高压合金疑难弯管的广泛应用 :弯管按制作方法分为:煨制弯管、焊接弯管和冲压弯管。其中煨制弯管又可分为冷煨和热煨两种。通常除冲压弯管由工厂制作外,其他煨管均可在施工现场加工。弯管厂的煨制弯管的形式:煨制弯管具有较好的伸缩性、耐压高、管壁光滑阻力小等优点。而加工简便,因此,施工现场较多采用。管道安装工程中常遇到的弯管形式有:各种角度弯头、U形管、来回弯(乙字弯)和弧形弯管等。①弯管厂的弯头:是一个具有任意角的管件,用在管道转弯处。弯头的弯曲半径用R表示,R值小,弯曲部分较短,转弯急,阻力损失大;R值大,弯曲部分长,转弯较平滑.水流损失小。 ②弯管厂的U形管管子两端中心线间的距离H等于两倍弯曲半径R,经常用作连接上下组成的两个管道或散热器,可代替两个弯头使用。③弯管厂的来回弯工艺:带有两个弯曲角(一般为135度)的弯管。来回弯管子弯曲端中心线间的距离称为来回弯的高度用h表示。常用于管道与不在同一平面上的连接点连接时,需用来回弯连接。④中频弯管厂的弧形管工艺:是带有三个弯曲角的弯管,中间为900,侧角为135度。弧形管用于绕过其他管道,如冷热水管与卫生器具配管时,常用弧形管连接。
高压合金疑难弯管的保养方法: 1、高压厚壁弯管阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。 2、高压厚壁弯管应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为封闭,反之为开启。 3、长期存放的高压厚壁弯管,应作按期检查,常常对外露的加工表面须保持清洁,清除污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。 4、高压厚壁弯管的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至最上位置拧紧,即可阻止介质从填料处泄漏。 我们在不断地提供产品的生产技术的同时,在产品的生产过程中不断加强和完善产品的质保体系,对生产过程中的每一个环节严格把关,对每一个出厂的产品进行严格的质量检测,如确保产品的质量,做到客户“无退货”销售记录。 高压合金疑难弯管目前广泛应用于换热器、石油、化工、航海、核工业等工程领域的管道预制中,但中频弯管在起弧处波浪褶皱明显偏大,特别是弯曲半径小于3Do(Do为管外径)时,内弧波浪褶皱更大,严重影响产品的外观质量,这是几十年来国产弯管机无法解决也急需解决的问题。异型弯管需要按照国家标准的制作和生产工艺进行制作和生产,在行业中能够充分展现良好的性能特点,满足市场中的不同使用需求。先进装备不如国外,而且现有装备的自动化程度较差,加之以零散订单为主的生产方式,生产率偏低;另一方面是在工艺、质量及现场管理上的细节上还须完善,比如产品的外观质量等。 碳钢弯管的其他参数:弯曲半径:R≤6000mm,且R≥3D(用R等于3D、4D、5D、6D、7D、8D、9D、10D来表示弯曲半径,D为管子外径) 弯曲角度:θ常用为15°、30°、45°、60°、90°、135°和180°,也可按客户提出的角度弯制。 直段长度:弯管两端直段长度L一般在300mm-1500mm左右,也可按客户要求定制长度。 执行标准:按DL/T515<、SY5257<执行,或按客户提出的标准或技术要求执行。 产品用途:石油气管道工程,天然气管道工程,化工厂,电厂,化学工业高压管道,水利等。 防止产高压合金疑难弯管缺陷的对策:为防止或减轻弯管缺陷的产生,得到满意的弯管质量,就应在弯管过程中采取相应的对策加以解决。首先,在产品设计结构允许的范围内,弯制管件应尽可能设计较大的弯曲半径,同时,选购设备时应选择带有侧面助推及尾端顶推机构的弯管机。 (1)对于圆弧外侧变扁严重的管件,在进行无芯弯管时可将压紧模(轮)设计成具有反变形槽的结构形式,以减轻或消除管子弯曲时的变扁程度。对于有芯弯管,当芯棒直径太小或磨损严重时,应更换合适的芯棒,芯棒与管子内壁间的单边间隙应不大于0.5mm,同时,安装芯棒时的提前量要适当。另外,在安装模具时,要保证各件的管槽轴线在同一水平面上。 (2)小半径弯管时圆弧外侧减薄是弯曲工艺的特性决定的,是不可避免的,但应采取措施克服减薄量过大的情况,常用的有效方法是使用侧面带有助推装置或尾部有顶推装置或者两者兼而有之的弯管机,从而达到减少管子外侧管壁减薄量的目的。 (3)时于管子圆弧外侧弯裂的情况,应仔细分析其原因,排除管材的因素后再检查压紧模的压力是否太大,并调整使其压力适当。 (4)对于圆弧内侧起皱,应根据起皱位置采取对应措施,若是前切点起皱,应向前调整芯棒位置,使芯棒提前量适当,以达到弯管时对管子的合理支撑;若是后切点起皱,应加装防皱块,并使防皱块安装位置正确,能和弯管模很好地贴台,还要调整压紧模(轮)的压力使压力适当;若圆弧内侧全是皱纹,除调整压紧模(轮)使压力适当外,还要检查芯棒直径以及球节芯棒各节间的节距,直径太小或磨损严重时应更换芯棒。 公司主要生产: 无缝弯头、直缝弯头、不锈钢弯头,碳钢大小头、不锈钢大小头,平焊法兰、对焊法兰、锻造法兰、不锈钢法兰、合金法兰、碳钢弯管、不锈钢弯管、合金弯管、封头管帽、碳钢三通,对开三通,不锈钢三通,合金钢三通等 橡胶软头(避震喉),非金属补偿器,波纹补偿器(膨胀节)、、金属软管、绝缘接头绝缘法兰,风门,人孔,过滤器、防水套管(穿墙管)绝缘接头、管道伸缩器等。 以上图片及价格可能与实物不符,仅供参考具体价格实物详情欢迎致电咨询!各种材质型号可加工定做,出厂价格质量保证!我公司地处交通便利,航空,物流,快递,均可!!! 热销QQ:2486006734 邮箱:2486006734@qq.com 销售热线:0317-6876772/15530773552(同微信)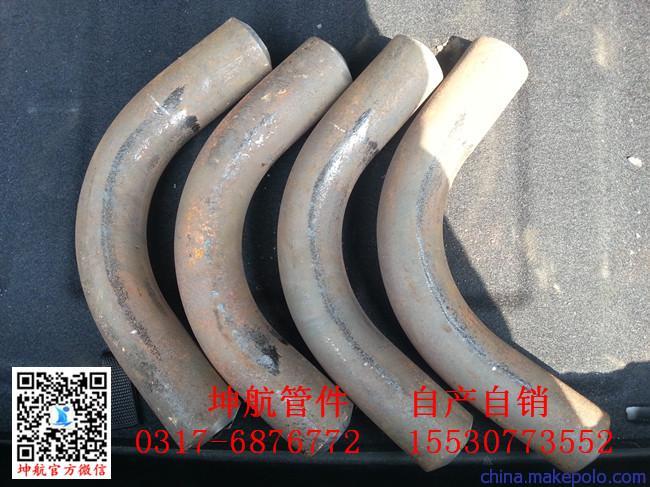
高压合金疑难弯管厂对中频弯管整体和外观事关重要:弯管厂对高压弯管的合格与否不仅仅在于弯管的质量,对于高压弯管的包装也是事关重要的。只有客户满意,有了可能下次再合作的意愿,那我们才算合格。
高压弯管近期向来销售的很好,为了让客户满意,我们就应该做的更完美一些,只要是产品就是需要包装的,尽管我们的弯管产品,使用碳钢或者合金钢或者不锈钢来生产出来的,不算是怕磕碰的产品。所以我们的包装要做到实用并且价格便宜,我们尽量的节省每一笔钱,然后把节省下来的每一分钱,都真正的让利于我们的网管用户,让网管用户在采购我们的产品的时候,都以能得到,具体的实惠。比如说有一些工厂把弯管产品用木箱子,这个木箱子就会增加好几个点的成本。其实呢,这样的包装有点华而不实,我们感觉到这样的包装不好,所以我们不会跟风我们把我们的弯管产品就是用一种草绳子把两段全给缠起来。这样可以让产品不管放到哪里的时候或者是放到一个地面很硬或者是放到一个有石头的地方也不会把产品磕碰出来一个个的痕迹的。我们产品的包装就是要做到简洁实用而不是那些非常花哨的弯管产品的一个包装。