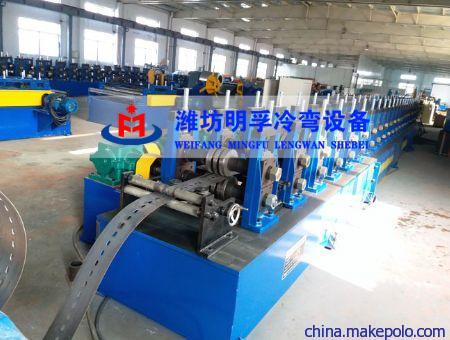
抗震支架设备
工艺流程:
开卷 (人工上料) →校平→伺服送料→冲床冲孔(储料池)→冷弯成型→型材校直→液压切断→托料(电控)
轧制带钢厚度:2.0--3.0 mm(辊轮设计轧制带钢厚度2.0--2.5 mm)
轧制带钢材质:Q235 Q345冷轧带钢、镀锌带钢
生产速度:10—20米/分钟(6米/支计算)
轧制U型规格:41X21(25/41/52/62/72) X2.0-2.5
1、宽度:41mm 2、腰高:21/25/41/52/62/72 mm
3、小边:10mm 翻边:8 mm(含板厚)4、板厚t:2.0-2.5 mm
设备安全注意事项:
1、 为保护设备和本着试验的安全,请安装外部保护机构。
2、 设备应水平安装,严禁倾斜放置。
3、 设备系统非专业人员不得拆卸、维修。
4、 试验中,除非绝对必要切勿打开箱盖,否则可能会引人身伤害,系统误动作。
5、 设备应有可靠接地,以策安全和保护控制系统有效的控制。
6、 如果设备内放入发热试样时,试样电源请用外加电源,不要直接使用设备电源。
7、 绝对禁止对爆炸性,可燃性及高腐蚀物质的试验。
8、 设备电源断路器、超温保护系统、提供设备试件、操作人员的安全保护请定期检查。
9、 详细阅读说明书后,方可操作本设备。