




 设备参数:
设备参数:1、加工厚度:0.1-3mm
2、加工宽度:600mm
3、加工精度:0.1mm
4、整机功率:2800W
5、工作电压:220V
6、文件格式:.plt
7、机器规格:1400*720*1200mm
8、加工材料:不锈钢,铁皮,铝材,亚克力,PVC
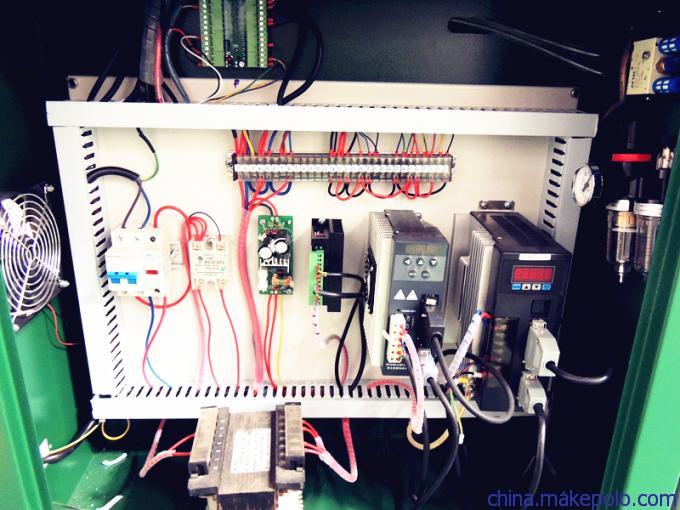
设备配置:
伺服电机 :2套
歩进电机 :1套
电源 :2台
EMC滤波器 :2套
控制卡 :1套
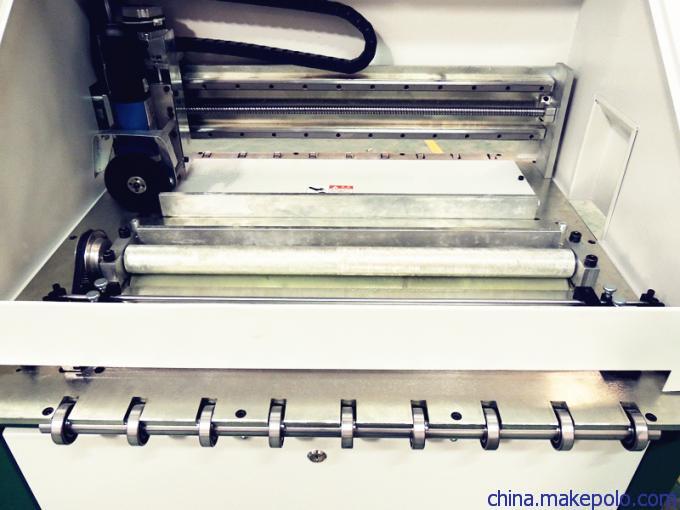
设备优势:自动上料,节省人力,提高效率,减少加工环节
耗材成本低,通220V电,接空压机
加工时无晃动,稳定性好
系统自动根据材料厚度进行补偿,更智能
可与切割机,雕刻机百分百匹配,加工精品字,无边字,树脂字,平面发光字
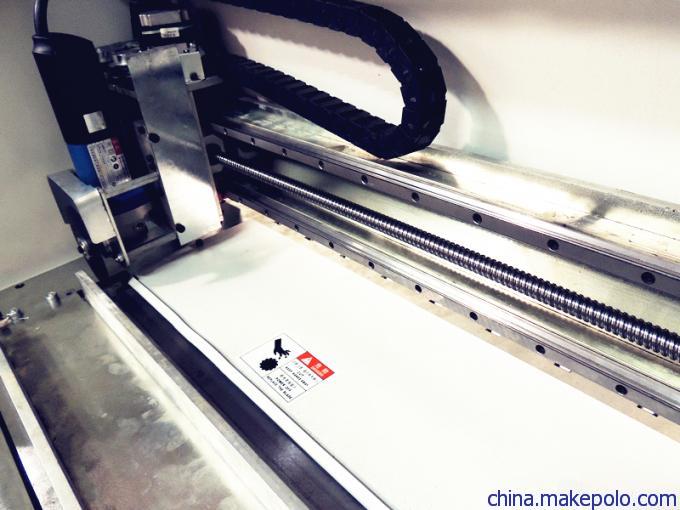
隔离电源和伺服电机的运用有效的提高了机器精度和稳定性
加工材料广泛,实用性强
兼容合金刀片,噪音极小
使用建议:1,加工铁皮,不锈钢,建议使用砂轮片,切割效果好,机器自动调节切割深度,切割速度快,成本低
2,切割铝边,亚克力,建议使用合金刀片,切口平滑,需要在参数设置中去掉自动调深度使能的功能,方能使用,否则会切坏机器上红外线光电检测开关,而且机器也无法正常运行
3,针对不同的材料需要进行不同的工艺模式切换,还需要通过设置材料厚度,对文件进行自动补偿,针对不同大小的文件,越大的字越需要注意精度的调整,针对不同字体的文件,补偿也需要进行相应的调整方能实现完美的匹配
4,机器可以匹配激光切割机,雕刻机,等离子切割机,前提是保证这3种机器加工出来的产品和文件是没有误差的,或者是有规律的误差,否则无法匹配
设备的保养方法:1,及时清理机器里面的废料,废料都是铁渣,具有粘合性,久而久之会形成很厚很大的废料层,很难清理,吸附到轮子上还会影响机器精度
2,丝杆部分定期上一点机油,保证轴承的使用寿命
3,砂轮片选择专业切割不锈钢的砂轮片,才能保证切割效果,也不易损坏角磨机
4,不使用的时候请关掉机器的总开关,收好数据线,防止老鼠的啃咬
注意:1, 一定要接好地线(打地桩一米五深),排除静电,保证机器的正常使用不受影响及电子配件不易损坏(工业用电尤为重要)
2, 使用机器精确度参数是在材料库里设置的,“值”决定了精度,“材料厚度”决定自动补偿的多少,所以材料库里一定要正确设置才能保证精准度,参数设置里是设置机器的基本参数
3, 电箱请在技术人员的指导下进行调试,否则技术也没办法确定问题所在
4, 急停开关的使用方法,不可以立马关后立马开,按下急停开关需要等待30秒左右才能再次打开,否则机器无法正常加载。
5, 如果机器开槽深度不合适,请先找到砂轮片正下方的光电开关,打开电箱,把螺丝固定紧,调整有二种方法,第一种,通过软件调节,需要切浅一点,在复位后补偿处填写正数即可,例如变浅就写0.5,1.0依次类推,越来越浅,如果想变深,就写-0.5,-1.0依次类推,越来越深。第二种,通过硬件调节,即松开固定光电开关的螺丝,即可向上调节,或者向下调节 ,向上调节则切割深度变浅,向下调节则切割深度变深,调整到最合适的深度后,请锁紧螺丝,防止松动。(这里调节硬件,机器依然保持最快的速度运行,如通过软件,调节的数值越大,则机器速度将变慢)
6, 更换切割片,如点击更换切割片按钮,软件默认需要关闭重启,正常只需要点上升按钮,上升到合适的高度,更换后点复位就可以了,请小心勿损坏光电开关
7, 红外线光电开关为易损件,更换光电开关时,请勿用焊,通过光电开关自带接线柱即可,避免静电直接导致光电开关损坏
8, 使用时如出现问题,请不要着急,查看记住软件界面左下角状态提示,或者软件弹出对话框提示,以方便技术人员,根据指示解决问题
9, 机器的正常使用状态为,角磨机的位置在最左边,机器台面急停和绿色指示灯亮,机器侧面风扇运转,通过软件点复位,前移,后移,切割测试,如正常,则机器正常使用。
10, 如需要更换合金刀片,钨钢刀片,请与技术人员联系
11, 精度校准方法,切割一个500mm*500mm的正方形文件,再用尺子测量出,实际切割长度,再通过精度计算公式: 理论长度(软件右侧显示的笔画总长度)/实际长度*值=值,替换掉材料库中值即可
12,工厂电压如低于200V,机器无法正常使用,电机驱动无法正常加载,工厂电压如高于240V,机器短时间可正常使用,长期使用机器会出现各种莫名其妙的现象,最典型的情况就是不受控制,比如角磨机在加工时一直上升或者一直下降,切坏机器,一定要及是按下急停开关,避免出现更严重的损坏。





