锻造法兰工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
一、自由锻基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1.镦粗
镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6.切割 分割坯料或切除料头的锻造工序。

二、模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。
1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。
2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
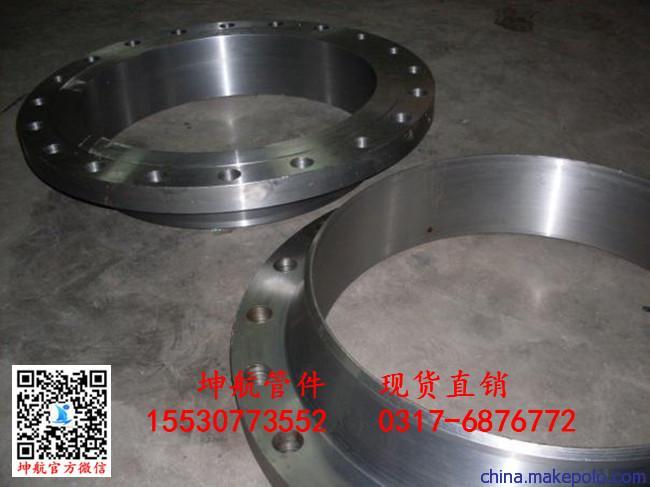
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。

锻造法兰在工业生产行业中,锻造法兰作为工业生产中应用范围最,发挥效果最突出的产品之一,在应用中锻造法兰不仅能起到管道链接的作用,还对管道起到一定的保护作用。但想要锻造法兰发挥更好的效果,在管道连接中就需要做好安装工作,以下为大家做出管道的连接要求。
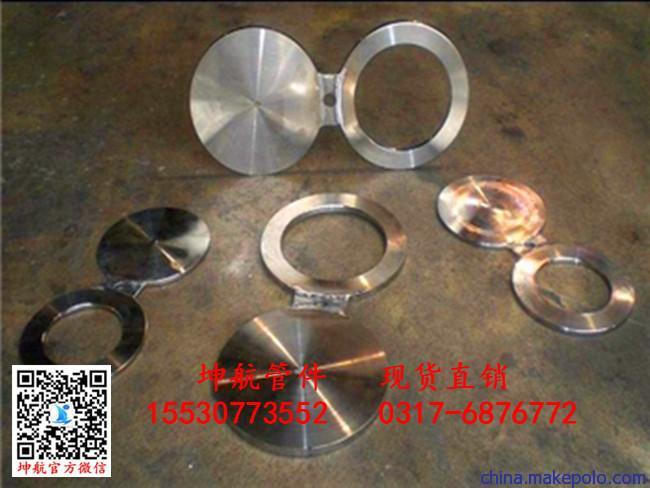
锻造法兰要用于管道的连接,在需要连接的管道处,各安装一片法兰盘,低压管道可以使用丝接法兰,4公斤以上压力的使用焊接法兰。两片法兰盘之间加上密封垫,然后用螺栓紧固。不同压力的法兰有不同的厚度和使用不同的螺栓。水泵和阀门,在和管道连接时,这些器材设备的局部,也制成相对应的法兰形状,也称为锻造法兰连接。在工业管道中,锻造法兰连接的使用十分广泛在家庭内等等。
据专业从事法兰锻造技术专业人士指出,锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰,锻件比铸件能承受更高的剪切力和拉伸力。
锻造按成形方法则可分为自由锻、模锻、冷镦、径向锻造、挤压、成形轧制、辊锻、辗扩等。坯料在压力下产生的变形基本不受外部限制的称自由锻,也称开式锻造;其他锻造方法的坯料变形都受到模具的限制,称为闭模式锻造。成形轧制、辊锻、辗扩等的成形工具与坯料之间有相对的旋转运动,对坯料进行逐点、渐近的加压和成形,故又称为旋转锻造。

锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
法兰锻造的自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
公司主要生产:
无缝弯头、直缝弯头、不锈钢弯头,碳钢大小头、不锈钢大小头,平焊法兰、对焊法兰、锻造法兰、不锈钢法兰、合金法兰、碳钢弯管、不锈钢弯管、合金弯管、封头管帽、碳钢三通,对开三通,不锈钢三通,合金钢三通等
橡胶软头(避震喉),非金属补偿器,波纹补偿器(膨胀节)、、金属软管、绝缘接头绝缘法兰,风门,人孔,过滤器、防水套管(穿墙管)绝缘接头、管道伸缩器等。
以上图片及价格可能与实物不符,仅供参考具体价格实物详情欢迎致电咨询!各种材质型号可加工定做,出厂价格质量保证!我公司地处交通便利,航空,物流,快递,均可!!!
热销QQ:2486006734
邮箱:2486006734@qq.com
销售热线:0317-6876772/15530773552(同微信)






