
高剛性型
因是具有良好平衡性的4條排列,能施加足夠的預壓,簡單地就能使剛性增大。另外,對裝配螺拴及LM 滑塊等的強度也進行了強化設計,在重負荷切削的機床中有著為數眾多的實際使用成果。
自動調整能力
由圓弧溝槽的正面組合(DF 組合),所產生的自動調整能力之效果,即使給予預壓也能吸收安裝誤差,從而能得到高精度平滑穩定的直線運動。
出色的耐久性 即使有預壓或偏負荷作用,都不會出現球的差動 滑動,從而保持平滑的滾動運動。故具有出色的耐磨損性,能長期間維持高精度。
備有不鏽鋼型
根據用戶要求,LM滑塊,LM軌道,球都可使用不鏽鋼材料製造。
应用: 机械加工中心 工具机 精密加工机 重型切削机床 大理石切割机 磨床 射出机 冲床 自动化装置 运输设备 量测仪器 CNC加工机 重切削加工机 CNC磨床 射出成型机 大型龙门机床 高刚性 高负荷承载 高精度 在相同负荷的要求下,相较于滚珠线轨可有较小的体积,可均匀承受高扭力的能力 直线导轨的寿命 直线导轨的寿命,具有很大的分散性,即使同一批制造的产品,在相同的运动状态下使用,寿命也会有所不同;这大多归咎于材料本身在疲劳特性上固有的变化。因 此为定义直线导轨的寿命,一般以额定寿命为基准;其定义是:以一批同样的产品,逐个在相同的条件及额定负荷下运行,其中90%未曾发生表面剥离现象而能达 到的总运行距离。 線性滑軌的使用,應根據不同的使用條件來選擇最合適的預壓等級,選用的基準請參照下表。 预压等级 通用条件 应用例子 间隙预压(FZ) • 負荷方向一定,震動、衝擊力間隙預壓小,2軸並列使用裝置。 • 精度要求低,必須是滑動阻力小的設備。 半導體製造設備、醫療設備、舞台裝置、沖壓機、焊接機、各種機器人、其他小型直線滑動裝置。 轻预压(FC) • 負荷方向一定,振動、衝擊力輕預壓小,2軸並列使用的裝置。 • 精度要求不高,但要求滑動阻力小的設備。 射束銲接機械、裝訂機械、自動包裝機、一般工業機械的XY軸、自動門窗加工機、銲接機、熔斷機、工具交換裝置、各種材料供給裝置、數控雕銑機、輕型數控銑床。 中预压(F0) • 有懸臂負荷或力矩作用的裝中預壓置。 • 單軸使用的設備。 • 輕負荷且要求高精度的設備 磨床工作台進給軸、自動塗裝機、工業用機器人、各種高速材料供給裝置、NC車床、一般工業機械的Z軸、印刷線路板的打孔機、電火花加工機、測定器、精密XY平台。 重预压(F1) •要求高刚性,且震动、行动力大的设备。 •高负荷、重切削的机床等。 机械加工中心、NC车床、磨床的砂输进给轴、铣床、立式或横式镗床、刀具导向部、工作机械的Z轴 超重预压(F2) • 要求更高剛性,且振動、衝擊超重預壓力大的設備。 • 超高負荷、超重切削的機床等。 機械加工中心、NC車床、磨床的砂輪進給軸、銑床、立式或橫式鏜床、刀具導向部、工作機械的Z軸。 THK HSR系列直线导轨构造: 構造與特長 種類和特長(点击图片查看详细尺寸) 標準重負荷型 因LM 滑塊的安裝部已經被加工了螺紋孔,所以適合於安裝容易的組合式安裝。 因是從L M 滑塊的底面往上裝配,所以適合使用於工作台上不能開安裝螺栓用貫穿孔的情況。 縮短了LM 滑塊安裝部的寬度,加工了適合於組合式安裝的螺紋孔。可與舊NSR-TBA型相互換。 標準超重負荷型 與HSR - A 型具有相同斷面尺寸,增大了LM 滑塊的長度和增加了有效球的數量,屬超重負荷型。 與HSR - B 型具有相同斷面尺寸,增大了LM 滑塊的長度和增加了有效球的數量,屬超重負荷型。 與HSR - R 型具有相同斷面尺寸,增大了LM 滑塊的長度和增加了有效球的數量,屬超重負荷型。 THK HSR型导轨型号表示: 線性滑軌的使用,應根據不同的使用條件來選擇最合適的預壓等級,選用的基準請參照下表。 预压等级 通用条件 应用例子 间隙预压(FZ) • 負荷方向一定,震動、衝擊力間隙預壓小,2軸並列使用裝置。 • 精度要求低,必須是滑動阻力小的設備。 半導體製造設備、醫療設備、舞台裝置、沖壓機、焊接機、各種機器人、其他小型直線滑動裝置。 轻预压(FC) • 負荷方向一定,振動、衝擊力輕預壓小,2軸並列使用的裝置。 • 精度要求不高,但要求滑動阻力小的設備。 射束銲接機械、裝訂機械、自動包裝機、一般工業機械的XY軸、自動門窗加工機、銲接機、熔斷機、工具交換裝置、各種材料供給裝置、數控雕銑機、輕型數控銑床。 中预压(F0) • 有懸臂負荷或力矩作用的裝中預壓置。 • 單軸使用的設備。 • 輕負荷且要求高精度的設備 磨床工作台進給軸、自動塗裝機、工業用機器人、各種高速材料供給裝置、NC車床、一般工業機械的Z軸、印刷線路板的打孔機、電火花加工機、測定器、精密XY平台。 重预压(F1) •要求高刚性,且震动、行动力大的设备。 •高负荷、重切削的机床等。 机械加工中心、NC车床、磨床的砂输进给轴、铣床、立式或横式镗床、刀具导向部、工作机械的Z轴 超重预压(F2) • 要求更高剛性,且振動、衝擊超重預壓力大的設備。 • 超高負荷、超重切削的機床等。 機械加工中心、NC車床、磨床的砂輪進給軸、銑床、立式或橫式鏜床、刀具導向部、工作機械的Z軸。
在LM軌道與LM滑塊的被精密研磨加工過的4列滾動溝槽上球進行滾動,再通過裝在LM滑塊上的端蓋板,使各列球進行循環運動。 因球被保持板保持,即使將LM 滑塊從LM 軌道上抽出,球也不會脫落。(HSR8 , 10 , 12 型除外)。 為了使LM 滑塊的4 個方向(徑向方向、反徑向方向、橫方向)具有相同的額定負荷,各球列被設計成45 °的接觸角,無論使用何種姿勢都可以。並且因能施加均等的預壓,從而既能一邊維持較低的摩擦係數,又加強了4個方向的剛性。同時、因斷面高度低、且對LM滑塊進行了高剛性設計,因而可以獲得穩定的高精度直線運動。
四方向等負荷型
為了使加於LM 滑塊的四個方向(徑向方向、反徑向方向、橫方向)具有相同的額定負荷,各球列被 設計成45 °的接觸角,無論使用何種姿勢都可以, 因而用途非常廣泛。
高剛性型
因是具有良好平衡性的4條排列,能施加足夠的預壓,簡單地就能使剛性增大。另外,對裝配螺拴及LM 滑塊等的強度也進行了強化設計,在重負荷切削的機床中有著為數眾多的實際使用成果。
自動調整能力
由圓弧溝槽的正面組合(DF 組合),所產生的自動調整能力之效果,即使給予預壓也能吸收安裝誤差,從而能得到高精度平滑穩定的直線運動。
出色的耐久性 即使有預壓或偏負荷作用,都不會出現球的差動 滑動,從而保持平滑的滾動運動。故具有出色的耐磨損性,能長期間維持高精度。
備有不鏽鋼型
根據用戶要求,LM滑塊,LM軌道,球都可使用不鏽鋼材料製造。
是4 根螺栓型。
是4 根螺栓型。
是4 根螺栓型。
是4 根螺栓型。
是4 根螺栓型。
是4 根螺栓型。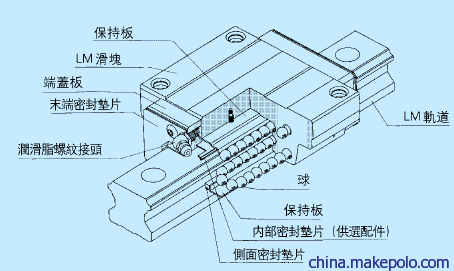






直线导轨预压等级的选用
直线导轨:
产品优点:
1、定位精度高。
2、磨耗少能长时间维持精度。
3、适用高速度运动且大幅度降低机器所需驱动马力。
4、可同时承受上下左右方向的负荷。
5、组装容易并具互换性。
6、润滑构造简单。
选用预压力:
依刚性要求及安装面精度选用:无预压(ZO)预压力0-0.02C ,轻预压(ZA)预压力0.05-0.07C,中预压(ZB)预压力0.10-0.12C,ZO,ZA互换性线轨(单出件),ZB非互换性线轨(组合件)
直线导轨的寿命
直线导轨的寿命,具有很大的分散性,即使同一批制造的产品,在相同的运动状态下使用,寿命也会有所不同;这大多归咎于材料本身在疲劳特性上固有的变化。因 此为定义直线导轨的寿命,一般以额定寿命为基准;其定义是:以一批同样的产品,逐个在相同的条件及额定负荷下运行,其中90%未曾发生表面剥离现象而能达 到的总运行距离。
直线导轨,大型磨床的规格是4米,最长为5.6米,而且相对于日本海运的运费来说,台湾的超长集装箱运费也比较便宜,所以,台湾上银直线导轨全部是整长发回国内,再根据客户实际需求进行裁切,相对来说,这样废料就比较少,所以,市场上面台湾上银直线导轨的价格就比较便宜。
因为轨道一般硬度达到58-62°,所以对台湾上银直线导轨的切割也比较讲究,不然可能因为硬度以及切割机功率过小,导致切割部位发黑,影响上银直线导轨美观!
我们公司采用的是台湾TJQGJ-75型直线滑轨切割机
主要技术性能指标:
1. 切割直线导轨宽度范围:12mm~75mm。
2. 导轨切割机电机参数:三相异步电机;功率:5.5KW;转速:2800r/min。
3. 导轨切割机砂轮片工作转速:3200r/min
4. 切割机用砂轮片:金相切割砂轮片,直线导轨宽度为30 mm及以下用砂轮片型号:外直径300 mm X厚度1.5 mm X内直径32 mm; 直线导轨宽度为35mm及以上用砂轮片型号:外直径300 mm X厚度2 mm X内直径32 mm。
5. 生产效率:导轨宽度为30 mm及以下:10s~20s/刀;导轨宽度为35mm以及以上:35s~70s/刀。
6. 直线导轨切割机采用循环冷却液(切削液)进行冷却,有效地防止了直线导轨切面发黑现象产生。
7. 电源:3~ AC380V。
8. 直线导轨切割机带安全防护罩和安全行程开关对操作人员安全保护,安全防护罩必须关闭到位,才能启动直线导轨切割机进行直线导轨切割。
9. 直线导轨切割机附带进料和出料滚筒线,使直线导轨切割更方便。
10. 外型尺寸:(L)1045mmX(W)750mmX(H)1060mm。
在切割过程中,要注意的就是上银直线导轨的高组装以及低组装的轨道,非常容易弄错,因为上银直线导轨的轨道在背光条件下,轨道表面会清晰的看出其钢印型号,一般轨道的字样为“HGR C"HG就代表了高组装直线导轨,分割出高低组装以后,我们就需要合理的配置直线导轨切割长度,争取最小的余料和废料。
在上银直线导轨切割时,我们最需要注意的是直线导轨的端距,所谓端距就是轨道的切断面离切断面最近孔中心的距离,因为在长度一样的情况下,轨道的端距可以用很多种,如果客户在订购上银直线导轨之前,就已经把机台上面的直线导轨安装孔打好的话,因为端距不一致,而装不进去,最后可能会导致退货。




