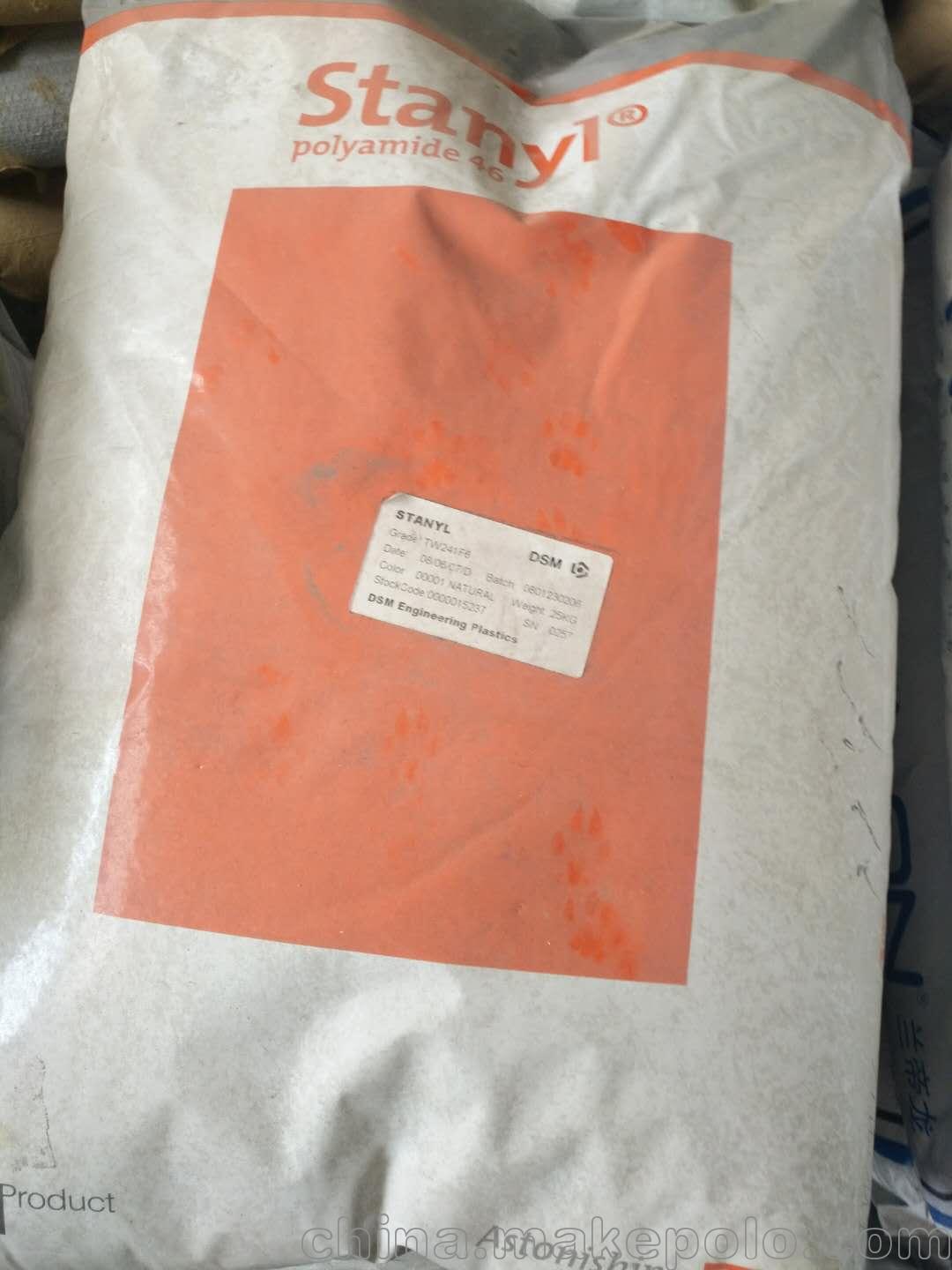
PA46荷兰DSMTW241F6 耐高温耐磨阻燃30%玻纤增强

东莞市胜浩塑胶原料有限公司
中国 东莞
产品属性
图文详情
品牌推荐
品牌/厂家
荷兰DSM
牌号
TW241F6
类型
正牌料
用途级别
注射级
产地
荷兰
·
| 填料/增强材料 |
|
| 添加剂 |
|
| 特性 |
|
| 形式 |
|
| 密度 | 1.41 | -- | g/cm³ | ISO 1183 |
| 收缩率 | ISO 294-4 | |||
| 垂直流动方向 | 1.3 | -- | % | ISO 294-4 |
| 流动方向 | 0.50 | -- | % | ISO 294-4 |
| 吸水率 (平衡, 23°C, 50% RH) | 2.6 | -- | % | ISO 62 |
| 拉伸模量 | ISO 527-2 | |||
| -- | 10000 | 6000 | MPa | ISO 527-2 |
| 120°C | 5500 | -- | MPa | ISO 527-2 |
| 160°C | 5000 | -- | MPa | ISO 527-2 |
| 180°C | 4400 | -- | MPa | ISO 527-2 |
| 200°C | 4000 | -- | MPa | ISO 527-2 |
| 拉伸应力 | ISO 527-2 | |||
| 断裂 | 210 | 115 | MPa | ISO 527-2 |
| 断裂, 120°C | 110 | -- | MPa | ISO 527-2 |
| 断裂, 160°C | 100 | -- | MPa | ISO 527-2 |
| 断裂, 180°C | 95.0 | -- | MPa | ISO 527-2 |
| 断裂, 200°C | 90.0 | -- | MPa | ISO 527-2 |
| 拉伸应变 | ISO 527-2 | |||
| 断裂 | 4.0 | 7.0 | % | ISO 527-2 |
| 断裂, 120°C | 7.5 | -- | % | ISO 527-2 |
| 断裂, 160°C | 7.5 | -- | % | ISO 527-2 |
| 断裂, 180°C | 7.5 | -- | % | ISO 527-2 |
| 断裂, 200°C | 7.5 | -- | % | ISO 527-2 |
| 弯曲模量 | ISO 178 | |||
| -- | 9000 | 5500 | MPa | ISO 178 |
| 120°C | 5500 | -- | MPa | ISO 178 |
| 160°C | 5000 | -- | MPa | ISO 178 |
| 简支梁缺口冲击强度 | ISO 179/1eA | |||
| -30°C | 11 | 11 | kJ/m² | ISO 179/1eA |
| 23°C | 12 | 21 | kJ/m² | ISO 179/1eA |
| 简支梁无缺口冲击强度 | ISO 179/1eU | |||
| -30°C | 65 | 75 | kJ/m² | ISO 179/1eU |
| 23°C | 80 | 100 | kJ/m² | ISO 179/1eU |
| 悬壁梁缺口冲击强度 | ISO 180/1A | |||
| -40°C | 11 | 11 | kJ/m² | ISO 180/1A |
| 23°C | 12 | 21 | kJ/m² | ISO 180/1A |
| 热变形温度 (1.8 MPa, 未退火) | 290 | -- | °C | ISO 75-2/A |
| 熔融温度 1 | 295 | -- | °C | ISO 11357-3 |
| 线形热膨胀系数 | ISO 11359-2 | |||
| 流动 | 2.5E-5 | -- | cm/cm/°C | ISO 11359-2 |
| 横向 | 6.0E-5 | -- | cm/cm/°C | ISO 11359-2 |
| Thermal Index - 5000 hr | 177 | -- | °C | IEC 60216 |
| 体积电阻率 | 1.0E+14 | 1.0E+9 | ohms·cm | IEC 60093 |
| 介电强度 | 30 | 20 | kV/mm | IEC 60243-1 |
| 漏电起痕指数 | 300 | -- | V | IEC 60112 |
| 可燃性等级 | IEC 60695-11-10, -20 | |||
| 0.750 mm | HB | -- | IEC 60695-11-10, -20 | |
| 1.50 mm | HB | -- | IEC 60695-11-10, -20 |
注射干燥单位制
| 干燥温度 | 80.0 | °C | |
| 干燥时间 | 4.0 到 8.0 | hr | |
| 料筒后部温度 | 280 到 320 | °C | |
| 料筒中部温度 | 300 到 320 | °C | |
| 料筒前部温度 | 300 到 320 | °C | |
| 射嘴温度 | 300 到 320 | °C | |
| 加工(熔体)温度 | 305 到 320 | °C | |
| 模具温度 | 80.0 到 120 | °C | |
| 注射速度 | 中等偏快 | ||
| 背压 | 2.00 到 10.0 | MPa | |
| 螺杆压缩比 | 2.5:1.0 |
东莞市胜浩塑胶原料有限公司
东莞市樟木头恒泰塑胶原料经营部
温馨提示:因塑胶行情每天都会有变更,页面上有些报价可能会与当天实际报价有所差异。
请咨询热线:0769-81723478
电话:(叶先生):13728390432
也可联系:QQ1959498907