1 、拍下之前请先联系我们,按具体型号、规格给您报价;
2、概不接受先货后款,一律款到发货;
3、由于显示器,拍照过程中产品可能发生颜色细微偏差,颜色以实物为准;
4、收到货品后,如有质量问题请24小时内联系,逾期不处理,拍下即默认。 大量库存,规格齐全,支持支付宝,如需电子样本,欢迎来电咨询! 电话:0512-55100498*803 传真:0512-55102945 QQ:2383887084


开始加工时应先根据底孔(一般预留0.1-0.3mm)进行小幅度试刀,用量具检测后根据试刀结果进行微调。
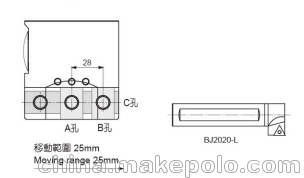
调试精镗刀时应先把镗刀头后的紧固螺栓拧松,为了更好的调整精度,不要让紧固螺栓很松,一般情况下拧松1-2圈即可。然后按照刀体上的刻度按顺时针拨动镗刀头的刻度
盘,这里要注意每一拧一个刻度标示镗刀直径会增大0.02mm。在调整尺寸时应注意精镗刀头与刻度盘之间存在间隙,应先向相反方向拧一圈后再回正,然后根据试刀直径调到需要的尺寸,要注意的是孔本身有公差,在调刀时应把范围控制在孔公差的中间部分或公差下限,这样可以避免精镗刀出现不稳定时保证孔的加工尺寸。
微调精镗刀头加工后的存放
精镗刀使用完后应用抹布擦拭干净后放在刀具橱内,刀身不能残留切割液,以免镗刀头生锈后影响微调精度。
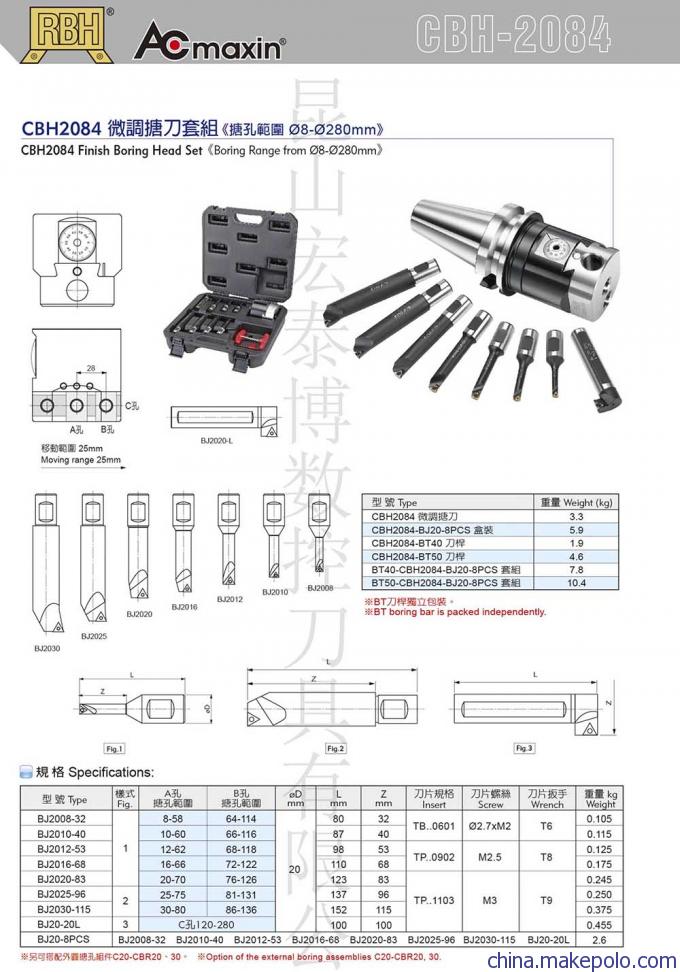
微调精镗刀头不但减小刀柄的数量、降低成本而且可以迅速对应各种加工要求;既保证刚性又防止干涉并延长刀具整体使用寿命。具有高精度、高强度、使用方便等特点。






