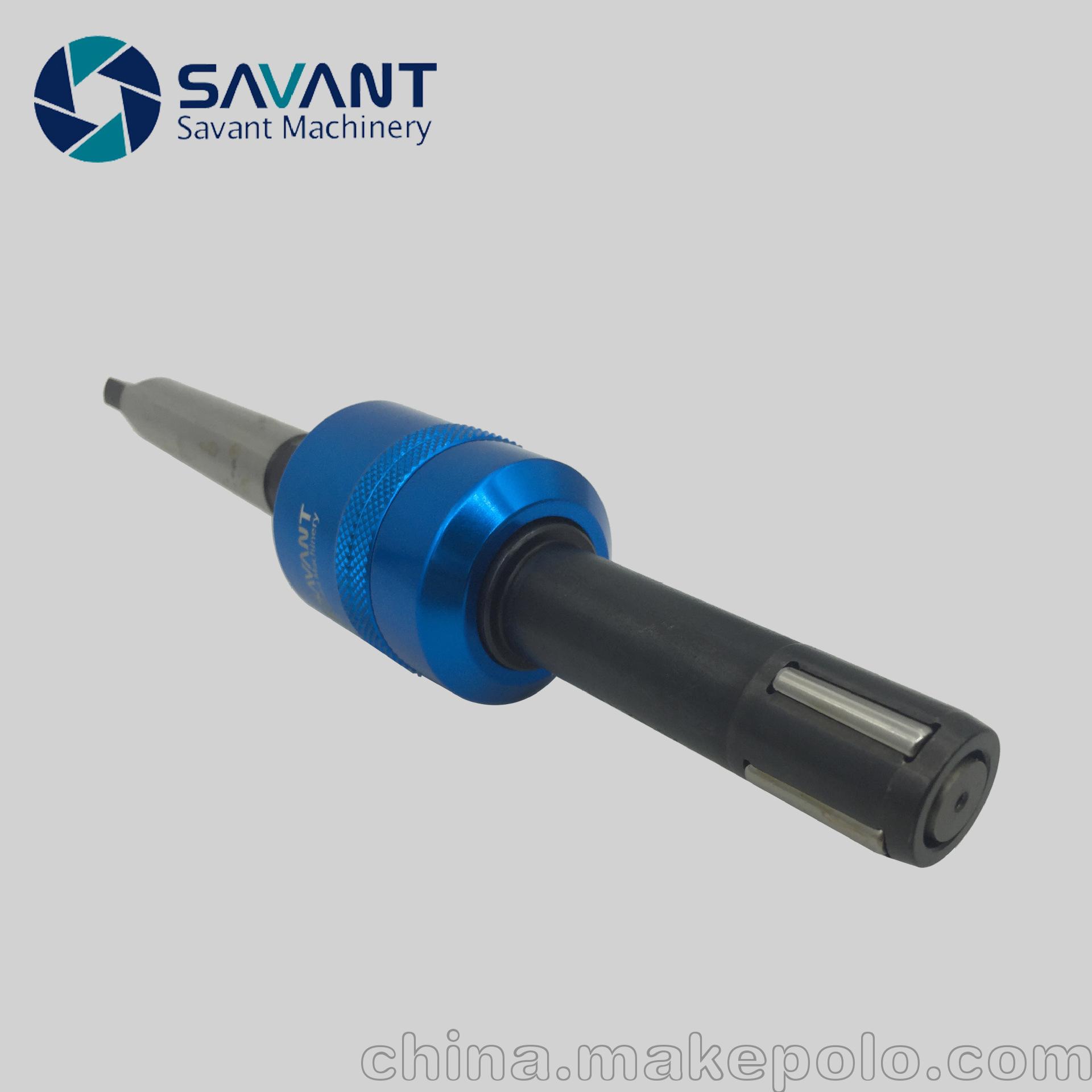
轴承孔镜面滚压头|内孔通孔滚压头|通孔径滚压|滚光刀
通孔滚压刀 轴承孔滚压刀镜面滚压刀具滚光刀 滚压头 挤光刀
由于规格太多只标了区间的单价,一般整数规格都有现货,小数点和加长需定制,价格另算
购买前请提供以下数据:
1.孔径、孔有效深度
2.通孔/盲孔
3.锥柄(莫氏号大小)/直柄12mm直径
4.特殊规格可以订制
以下为标准可加工内孔长度
6-12mm 可加工至45mm长
13-25mm 可加工至60mm长
26-39mm 可加工至106mm长
40mm以上---- 可加工至160mm长
滚压刀每小格调节系数为:0.0025mm,
按规格大小总调节范围为0.3mm-0.4mm
精度±0.005mm
工具的维护与保养:
1、滚针的更换: 把工具头部螺丝卸下,滚针从保持套内取出即可。(滚针型号必需与保持套相符)
2、保持套的更换: 同样的方法卸下保持套螺帽,取下保持套更换。
3、轴承的更换: 卸下保持套螺帽,松动轴承固定螺丝,取下轴承。(轴承型号与工具配套)
4、由于滚压头加工时产生微小粉尘,要保持工具工作部位的清洁,润滑。经常清洗清理滚针与保持套、轴承之间的积物。
5、润滑液循环使用时,请使用过滤装置.过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um.
注意事项:
1、为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择。故批量加工前应试加工2-3件,求出滚压值。(详情参考表四)
2、选择清洁的低粘度冷却润滑油,(供参考)
材料 | 涧滑油 | 比例 |
钢件 | 机油加柴油 | 3:7 |
铝件 | 机油加煤油 | 3:7 |
铜件 | 32#变压器油 | |
铸件 | 机油加柴油 | 3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内部或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。



