工艺流程描述:
上灯杯塑件,入电源板1.5人—上散热铝板,刷导热硅脂—上光源板1人—自动锁螺丝(含螺丝检测)—不良品剔除 – 中引线整形—上灯头(E27/B22)—剪中引线—上灯头(E27/B22)—压铆钉(B22自动焊锡)—测试—不良品剔除—压针—打胶—扣泡壳压紧—打码—老化测试—清洁包装。
|
球泡灯生产线布置图 |
|
设备名称 |
光源板装配机 |
球泡装配输送链 |
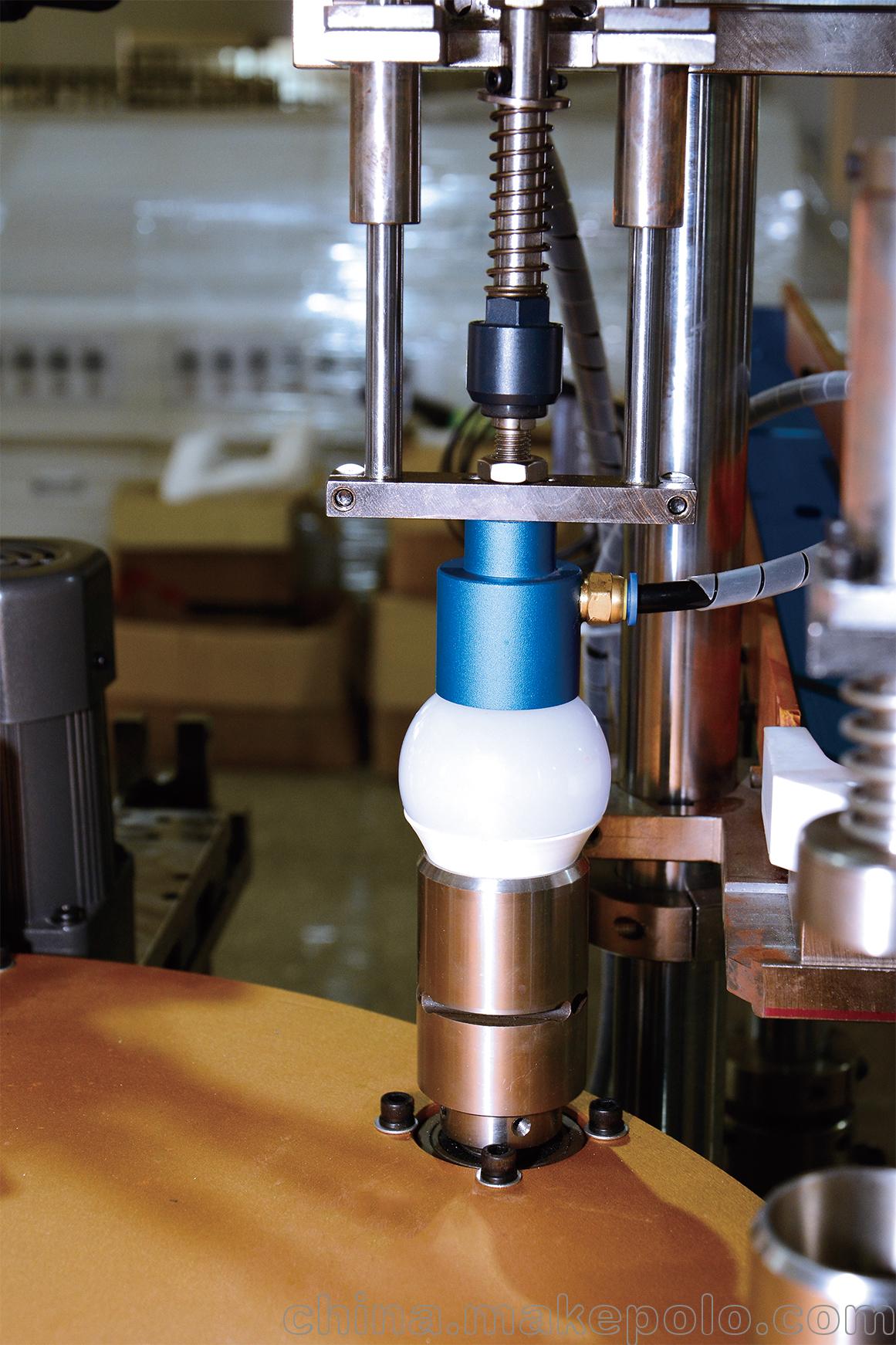
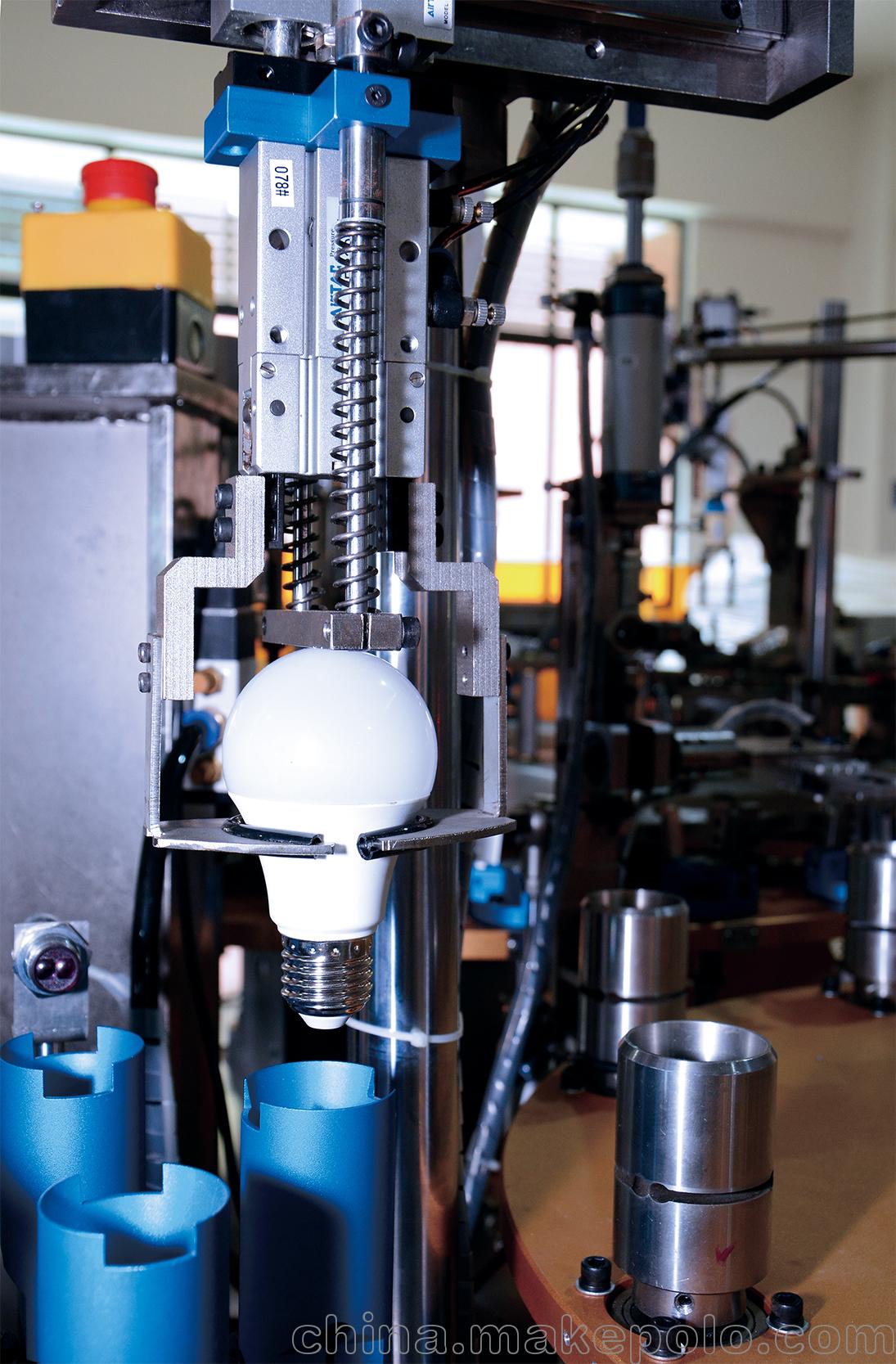
灯头泡壳装配机 |
缓冲链 |
灯具老化机 |
|
人数 |
3(人) |
|
|
|
|
|
功能介绍 |
1. 电源入灯座到工位
2. 上导热胶
3. 涂导热胶
4. 上光源板
5. 锁螺丝
6. 螺丝检测
7. 返工剔除
8. 下料 |
灯座输送与灯头装配机在线接驳 |
1. 中引线整形
2. 上灯头B22/E27
3. 扭灯头
4. 剪引线
5. 压铆钉
6. 功率检测
7. 不良品剔除
8. 压针
9. 扣灯壳 |
泡壳输送与上老化机械手接驳 |
1. 预热区
2. 老化区A
3. 老化区B
4. 老化区C |
|
效率 |
1200+pcs/h |
1200+pcs/h |
1200+pcs/h |
1200+pcs/h |
1200+pcs/h |
|
合格率 |
99% |
99% |
99% |
99% |
99% |
|
控制系统 |
三菱系统 |
三菱系统 |
三菱系统 |
三菱系统 |
三菱系统 |
|
功率 |
1KW |
0.75KW |
1KW |
1.5KW |
20KWW |