EPS全自动真空泡沫包装成型机
设备详细说明
全自动真空包装成型机主要结构采用钢板与矩型钢管焊接而成,刚性好。四导柱为卧式布局,各程序动作由电气、液压、气动联合控制。模具气室采用机模分离结构,机器上可配备几套不同深度尺寸的气室,更换模具时可先在机外装配,缩短换模停机时间。EPS全自动真空泡沫包装成型机
该机型具有以下特点:可满足不同工艺要求的合模力,有较大的成型尺寸,并采用抽真空干燥冷却、高效的压力进料系统,电器系统采用可编程序控制器(PLC机)进行控制,每一个工作循环分为20多个程序,每一程序都可按预先调整设置的时间进行工作,并自动转入下一程序,具有较高的生产效率与各种不同工艺要求的适应能力。
全自动真空包装成型机
(一)机器的结构
1.框架系统
在设计与制造中,框架系统是最庞大和最复杂的一个部分。
(1)机架
是指成型机四周的支撑、连接部分,包括四根导柱等固定部分,它的钢性设计及制造精度,决定了机器的使用寿命和产品的精度。EPS全自动真空泡沫包装成型机
(2)模框
机器的模具成型机构由动模、定模组成。一般来说,动模框上安装凸模,定模框上安装凹模。凸模上比较简单,没有什么附件,凹模上需安装料枪和顶杆。定模框上有排汽阀,背后有三片支撑板,支撑板应均匀分布。
(3)冷凝器
制品在抽真空冷却前,蒸汽需通过冷凝器冷却。冷凝器为列管式的,属间接冷却,蒸汽、冷却水不直接接触,蒸汽走列管,冷却水走夹套。若蒸汽经冷却水喷淋冷却,属直接接触。冷凝器的好坏,影响真空的效果和冷却速度。
(4)真空泵
制品内的蒸汽通过冷凝器后,一部分冷凝成水,另一部分蒸汽再由真空泵将其抽去,使制品进一步冷却。制品通过真空冷却后,表面很光洁。真空冷却时间,在整个成型周期中占很大的比例,一般占1/3。真空泵是真空系统的重要组成部分,传统的自动成型机虽说有真空系统’但冷模水与真空冷凝水并不分开,而先进设备则采用高温水(55℃)冷模,低温水(25℃)冷却真空泵。EPS成型温度约为115℃,冷却时,在模具表面喷55℃的冷却水2~3s,使模具表面的温度降到90℃左右,然后开动真空泵开始抽真空。由于气压降低,水的沸点也降低,于是EPS产品内的水分开始汽化并被抽出体外,而水的汽化是一个吸热的过程,这就使得冷却道程异常迅速,避免了产品外冷内热的情况,并且由于使用这种方法,制品的含水量很低,一般仅为60%~8%。真空机中,又分单独真空和中央真空两类,单独真空是每台成型机各自备有真空泵:集中真空又称中央真空,机器本身不带真空泵,机器的真空由真空站提供,采用中央真空后,成型机的成型效率提高,能源消耗降低,中央真空是目前自动机的发展方向。EPS全自动真空泡沫包装成型机
(5)液压、气动装置
成型机模框运动的动力分液压和气动两种。
(6)顶出架
制品脱模,需用顶杆,顶杆一端连在顶出架上,一端接触制品,利用液压气缸,进行推动,将制品顶出,而此时,顶杆弹簧被压缩,制品顶出后,由于弹簧的力量,顶出架复位。
(7)安全门
由于成型机合模力很大,人手一旦夹在机内,后果不堪设想,加之机器两面都需操作,往往控制盘一面的操作者不易掌握另一面的操作情况,所以必须设置安全门,当安全门打开时,机器不能启动,即使运动中的机器,安全门一开,机器也会立即停止运动,对人身、机器、制品起保护作用。由丁.机器有记忆功能,所以重新开启机器,机器又能继续按步骤运行。EPS全自动真空泡沫包装成型机
2.管道系统
管道系统包括:空气系统、蒸汽系统、冷却系统。空气系统主要用作机械动作和输送EPS珠粒的动力源,也可用作模型的冷却,它是根据信号控制阀的动作,并由一个防水型电磁控制箱控制。蒸汽系统是用来加热模具的,其配管与冷却配管是一样的,配管接在定模板的底部空腔里,这样模具可以不要配管,更换模具也很方便。冷却系统的冷却介质可以先用冷却水,再用冷却水加压缩空气,最后用压缩空气吹冷。这样分阶段冷却可以得到水分较少的制品。定模的冷却可以在定模板的格子空腔内的冷却水管上装上多个喷嘴接头形成喷淋冷却。动模的冷却可用冷却水注入加热蒸汽室来完成,但冷却水及蒸汽的残留水由底部排水阀门排出。当然,这些管子必须装有过滤网,防止原料及杂物进入。
3.加料系统
(1)料斗
位于机器上方,分常压料斗和压力料斗,每种料斗上都有料位控制器,自动成型机在运行时,通过料位控制器,使料斗内的原料始终保持在一定的高度。
(2)料枪接头板
通常有四排接头板,分料枪开、料枪关、加料空气和顶出四排。在一般料枪上只用前面三排,它可位子定模框的上方、下方或左右两面,视机器的设计而定。
(3)料枪
料枪的品种、规格很多,分普通型和带顶杆型两种,普通料枪只是具备加料功能,而带顶杆型料枪同时具备在制品脱模时顶出的功能。
4.控制系统
该系统是机器的心脏部分,机器的指令由它发出,有的机器程序由单片机控制,程序控制在面板上排列和显示,每一程序的时间都可随时没定。有的机器利用PLC控制,其中一部分程序内存,只有通过编程器才能调节,一部分程序在面板或触摸屏上,可由操作者调节。
(二)机器的主要参数见表4-9
(三)机器的程序动作
1.成型的三种方式
(1) vs成型加热、冷却都经过真空。
(2) VN成型加热经过真空,冷却为一般冷却。
(3)N成型加热、冷却都无真空过程。
2.原料的输送
在成型过程中,原料的输送分吸料和加料两个过程,这两个过程都经过料斗。全自动吸料盘通过控制选择不同倍率的原料,自动吸人料斗,料位自动控制。半白动吸料是通过人工选择不同倍率的原料,自动吸入料斗,料位自动控制。常压加料是料斗常压,通过开模间隙,将原料加入模腔。压力加料是料斗加压,通常压力为1-2kg/cm2,可以无间隙加料。真空加料是无加料间隙,利用真空将原料加入模腔。
3.加热
成型机左、右两模均能加热,压力调节阀控制蒸汽压力,压力0.3~l.Okg/cm2。不同机器,加热方式不一样,原理也不同,但各种机器都规定了加热的方向性,即第一次加热从左到右,还是从右到左,这点对机器操作者来说相当重要。
4.成型过程
(1)T、P制
T代表温度制,包装制品的融结程度完全由温度而定。P代表压力制,包装制品的融结程度完全由蒸汽压力而定。
(2)典型的成型机程序
全自动成型机操作较简单,全部程序的时间设定都在面板上,蒸汽压力调整好后通过程序时间的设走,即可得满意的制品。参见表4 - 10。
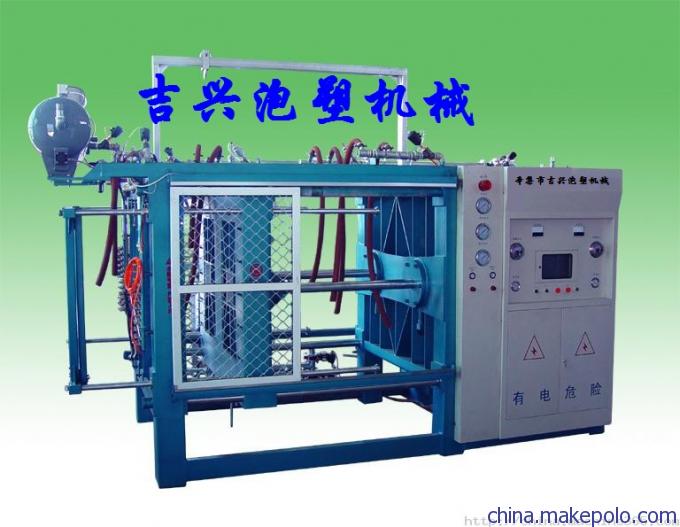
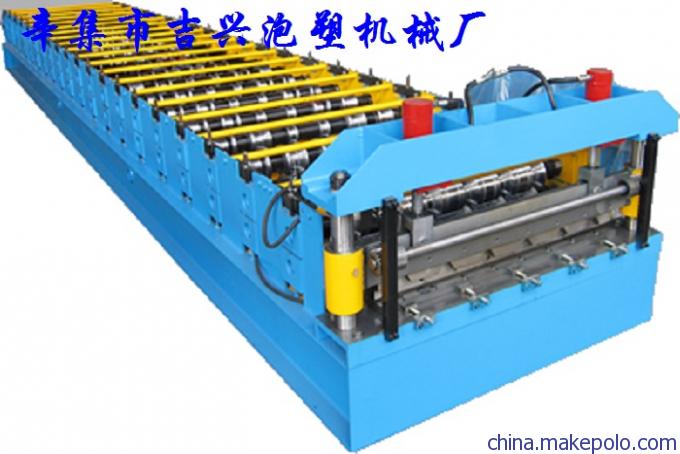
EPS全自动真空泡沫包装成型机实拍图


EPS全自动真空泡沫包装成型机成型图案类型: