辊轧机
优化关键词为:锡线辊轧机,锌线辊轧机,锌铝合金辊轧机,轧线机






本公司生产焊锡丝辊轧机,物美价廉还可根据客户各种需求量身定制。
一、适用产品类型:
VT-12B,VT-16B辊轧机是本厂参照国际先进同类设备自行研究开发的产品,本机型主要适用于滚轧有无铅锡、锡锌合金、锌铝合金等材料的生产。
二、机械结构:VT-12B,VT-16B辊轧机主要由放线架、线料校复机构、滚轧机构、收线机构,冷却润滑系统、传动系统、电控部分所组成。
三、电控: 采用变频调整,可根据所滚轧线径的不同进行无极调速。
四、完成线径:可根据用户要求来配备轧辊,本设备常规规格为Ф16mm~Ф6.4m,Ф14mm~Ф5.8mm,Ф12mm~Ф5mm, Ф9mm~Ф3.7mm。
五、设备优点:本设备与传统的拉拔设备相比,具有噪音低、耗能低、产量高、后序拉拔不易断线等优点。
1.噪音低:
传统拉丝机噪音主要是线材抖动撞击模具架及塔轮所产生的,而造成线材料抖动的原因是线材与塔轮有相对滑动,因拉丝机无此滑动将会造成断线,故此缺点无法避免,而辊轧机无线材抖动现象,因此噪音较低。
2.耗能低:
拉丝机拉丝过程中有四种能量损耗:a、线料在塔轮上弯曲变形发热;b、线料在塔轮上滑动磨擦发热;c、线料过模变形发热;d、线料过模磨擦发热。辊轧机辊轧过程只有二种能量损耗:a、线料辊轧变形发热(此能耗不可避免,有变形必有能耗);b、辊轧磨擦发热,此发热小于拉丝过模磨擦发热,因为辊轧机的磨擦是滚动磨擦,拉丝机的磨擦是滑动磨擦。
3.产量高:由于上述二种原因,拉丝速度不能过快,与此相比,辊轧机可相对提速;各种规格产量如下:
Ф16mm~Ф6.4mm 7.5T/10hr
Ф14mm~Ф5.8mm 4.5T/10hr
Ф12mm~Ф5mm 3.7T/10hr
Ф9mm~Ф3.7mm 2.3T/10hr
4.后序拉拔不易断线:
a、辊轧后将使金属结构致密,提高延伸率;b、大线经绕过拉丝塔轮后单边拉伸严重,甚至产生单边裂纹,辊轧机直线进入无此缺陷。六、辊轧机的缺点:
虽然辊轧机与拉丝机相比有诸多优点,但也有其不足.因辊轧机是靠两个主动辊轮滚动轧制,无需使用模具,两辊轮之间不可能保证完全无间隙,所以滚轧的线料不可能达到拉丝机拉制线料的圆整光滑,故辊轧机不能完成最终成品线,还需拉丝机加工完成。
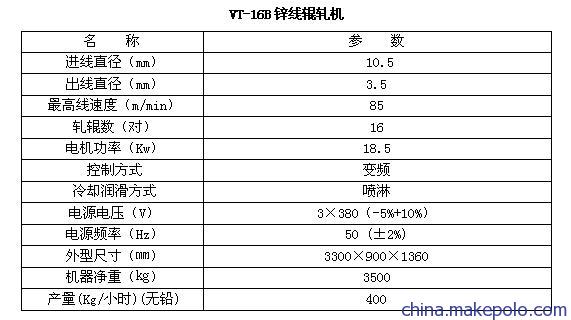
1、 辊轧机技术参数:
产品型号/ | VT-12B/VT-16B |
进线直径/ | Ф16mm/Ф14mm/Ф12mm/Ф9mm/ |
出线直径/ | Ф6.4mm/Ф5.8 mm/Ф5mm/Ф3.7mm |
线速/ | 70m/min |
线速控制/ | 变频控制/Inverter control |
冷却方式/ | 喷淋/Spray |
辊轧道数 | 12pcs |
主电机功率/ | 18.5KW |
产量/ | 7.5T/4.5T/3.7T/2.3T |
机械外型/ | 3000*900*1335(L*W*H) |
机械重量/ | 3T |
设备说明:
本系列锡线辊轧机是我公司自行研究开发,具有先进技术水平的产品,已获得国家专利局颁发的专利证书,本机型主要适用于滚轧有铅焊锡丝及无铅焊锡丝的生产。
本锡线辊轧机主要由机体、线料校直机构、辊轧机构、收线机构,冷却润滑系统、传动系统、电控部分所组成。机体用钢板型钢组合焊接,小齿轮箱采用铸造箱体。传动部分采用斜齿轮及螺旋圆锥齿轮传动,轧辊采用特殊合金钢再通过热处工艺理,具有超耐磨抗冲击等优点,辊轧部分采用喷淋形式冷却润滑。动力采用变频无级调速控制。
在机体上平行排列着的多个轧辊箱,每个轧辊箱上有纵向和横向的两对轧辊,两对轧辊轧分别为水平和垂直分布,经辊轧后的线径是按比例逐渐缩少的,压缩率是根据照材料延伸特性设计的,每道次的压缩都是等值的,当线材经过轧辊时,材料被旋转的辊轧辊压,压小后的线材从轧辊中挤出,最后经牵引装置把线材输送到收料盘内,实现线材的辊轧。
三、设备特点:
1、生产效率高:能够大直径进线,是一般的水箱拉丝机所不能的。
2、耗能低:不需要使用眼模,由于工作中无需拉丝眼模,就减少了线材经过模变形发热和线材经过眼模磨擦发热所产生的能量;工作过程中线材是直线走向的,减少线线在塔轮上弯曲变形所产生的发热;在轧制过程中线材的打滑量较小,所消耗的无用功较小。
3、噪音低:传统的水箱拉丝机在拉制过程中线材与塔轮打滑,和线材经过眼模产生的噪音较大,而辊轧机在轧制过程中线材无抖动,经过轧辊打滑小,故噪音较低。
4、不需使用拉丝模具:操作简单方便,节约了穿模时间,降低人员的劳动强度,提高工作效率。
5、生产的线材品质优:后序拉拔不易断线,线材经辊轧后将使金属结构更为致密,提高延伸率。



