经过多年各注塑厂家实践PC+ABS材料加工时湿度应该低于0.04%;
数据显示建议干燥条件:PC+ABS应该在100度左右的温度烘烤2到4个小时;
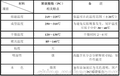
PC/ABS料筒温度喂料区温度:50-70度;
PC/ABS熔料温度:230度到310度;
PC/ABS料筒恒温:210度左右;
PC/ABS模具温度:70度到90度;
注射压力:82~152MPa,注射压力的40%~50%以避免制品发生缩壁;为了使制品的内应力最小化,保压压力应该尽可能设置低,PC/ABS背压:只要5~10MPa,避免产生摩擦热;
PC/ABS注射速度:中等注射速度,将摩擦热降至最小;PC/ABS多级注射;对有些制品建议采用从慢到快。
PC/ABS韩国LG----PC/ABS简单描述:
PC/ABS,和丙烯腈-丁二烯-苯乙烯共聚物和混合物,是由聚碳酸酯(Polycarbonate)和聚丙烯腈()合金而成的热可塑性塑胶,结合了两种材料的优异特性,ABS材料的成型性和PC的机械性、冲击强度和耐温、抗(UV)等性质,颜色是无透明颗粒
目前,美国的GE公司、德国的拜耳公司和日本帝人公司在PC/ABS合金领域技术领先,国内金发等知名企业结合PC、ABS的优点也进行了大量合金化研究 。
通过对PC/ABS合金的耐应力开裂行为的系统研究,从源头上减弱材料的应力开裂倾向,提高制件 的使用寿命,从而制出优良的排叉、开关面板、充电器外壳、笔记本外壳等制品。针对PC/ABS合金经过注射成型的制件经常产生应力开裂的问题,笔者从ABS用量、增容剂、增韧剂及阻燃剂等4个方面系统地研究了合金应力开裂性能的影响。
PC/ABS合金产生应力开裂的成因及测试方法
PC/ABS合金在注射成型时分子链被迫取向,由于PC分子链上含有大量苯环具有很高的刚性所以解取向比较困难而在成型后被取向的链有恢复自然状态的缓慢趋势整个分子链已经被冻结和大分子链之间的相互作用从而造成制件内存在残留应力。内应力是在分子来不及松弛而被冻结起来的弹性形变引起的残余应力的存在导致制件可能出现应力开裂。