排焊机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。
双焊接头同时焊接与其它焊接头交替工作,焊接头可从中间向两边焊接或两边向中间焊接。可根据产品型式可任意选择、适用范围广泛;
焊机电源变压器采用专用阻焊变压器,强制内部水冷的生产工艺。出力强劲、暂载率高;
双微电脑专用控制器,液晶中文显示、明了、直观,或触摸屏控制,稳定性好、可靠性高;
广泛应用于金属网片、货架、护栏网、仓储笼等产品的半自动或自动焊接。
特点
上电极采用气缸加压,压力调整方便、准确;
一次可均匀的完成多个焊点的焊接;
可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;
二次导体采用上部绝缘方式,绝缘性能稳定、可靠;
主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;
操作由脚踏开关控制,具有较高的生产率,劳动强度低;
适用金属网片、网罩的焊接。
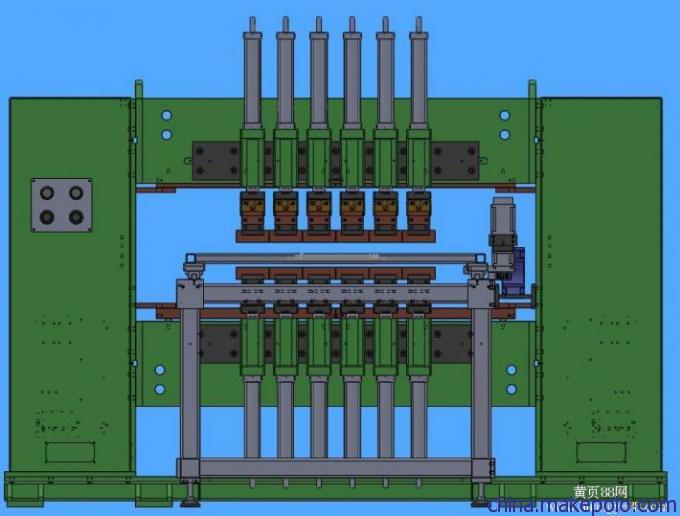
结构特点
编辑
1、 焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接最大网宽为700mm。
2、 根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调
3、 各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。
4、 次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。
5、 焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。
6、 变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作
7、 焊接气缸、焊接气阀选用优质快速器件,确保焊机能够连续稳定工作。