广州市精源电子设备有限公司是专业从事精密焊接电源,精密焊接设备的研发和生产的高新技术企业,公司成立于2006年,公司座落于广州科学城,,主要生产经营(逆变直流点焊机,脉冲热压焊机,微电弧焊机,逆变直流缝焊机,逆变直流碰焊机,逆变电阻焊设备等),拥有由机械电子、材料和焊接领域专家教授、博士后、博士组成的研发团队,自主研发、精心打造高精密逆变电阻点焊、热压焊、缝焊、微电弧焊等焊接设备,获得多项发明专利,产品品质和性能不断提升,在国内外知名企业广泛应用。
碰焊机图片: 


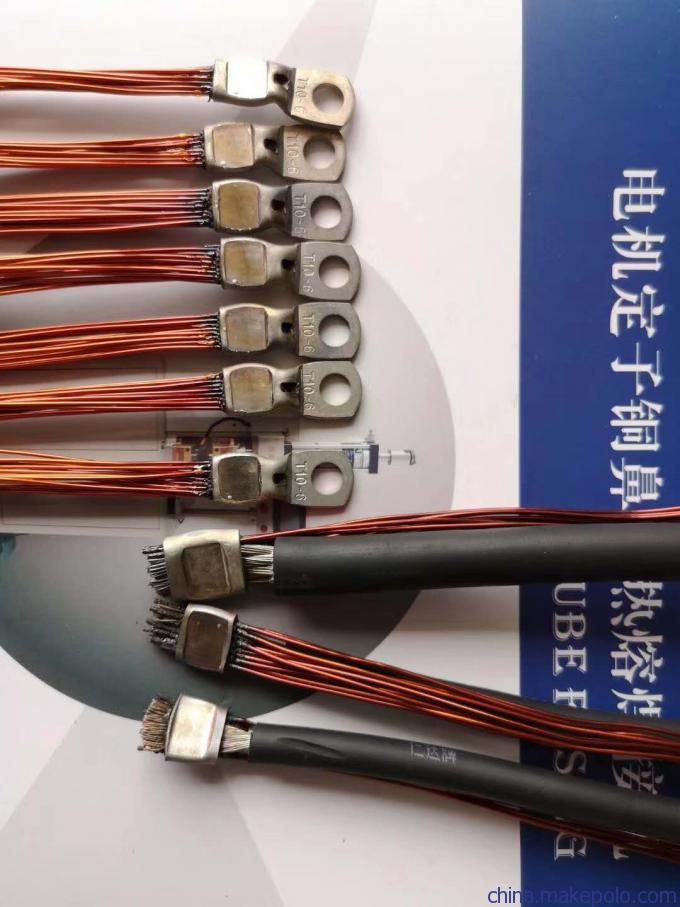

漆包线铜端子焊接的原理
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。
特点:
1、 不用事先去漆皮,不用焊锡。效率高,成本低,环保。
2、焊接牢固,承受拉力大,并且承受拉力一致性高;
3、压痕小,变形量小,并且压痕变形量比较一致。
适合电机定子范围:
1、电机定子外径:20-1000mm
2、铜管(线鼻子):整个截面直至90 mm2(95平方铜管,铜管外径17.5mm)
3、单根漆包线线径:小于1.5mm
4、引出线长度:大于30MM,建议大于40MM
焊接电机引线验收标准。
1、导通率:每一根漆包线都是导通的;
2、电阻率:电阻率不高于企业标准。
3、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
4、测试拉力:每根漆包线不能拉出,只能拉断。
5、端子外观:端子的任何部分没有熔融的现象。
电机引线焊接机设备操作流程
1、工人将产品与治具推至焊接工作平台内;
2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存20组参数,每一组参数对应保存了焊接电流、焊接时间。
在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
生产节拍:
焊接一个线鼻子,时间10S——20S。
配套铜管铜端子

1、铜管壁厚1.5mm,更适合热熔焊接工艺,也更适应大功率电机;
2、材料选用T2或以上的紫铜,含铜量99.95%以上,导电好;
3、镀亮锡,导电更好;
4、规格齐全,有16、20、25、35、40、50、70、95 铜管;有16-8,20-8,25-8,35-8,40-8,50-8,70-8,95-8线鼻子。
5、高质量的铜端子能保证了真个电机性能的稳定,劣质端子可能直接毁了一个电机。
应用行业:
汽车电机电磁阀焊接、换向器转子焊接、空调变频电机焊接、接触器焊接、马达端子、汽车电子零部件
中频逆变直流点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ,通电时间控制周期为0.25ms,放电时间可任意控制;
2、可实时监控电流、电压、功率;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。节能50%以上。
联系人:13640242026陈工






