
【主要特性】:
无毒、无味,密度小,强度、刚度、硬度耐热性均优于低压聚乙烯,可在100℃左右使用。具有良好的介电
性能和高频绝缘性且不受湿度影响,但低温时变脆,不耐磨、易老化。适于制作一般机械零件、耐腐蚀零件和
绝缘零件。常见的酸、碱等有机溶剂对它几乎不起作用,可用于食具。
聚丙烯具有许多优良特性:
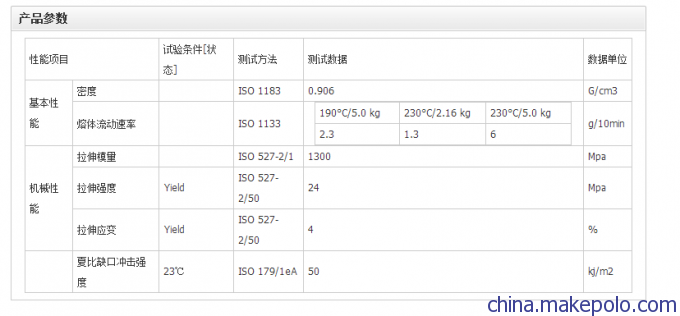
1、相对密度小,仅为0.89-0.91,是塑料中最轻的品种之一。
2、良好的力学性能,除耐冲击性外,其他力学性能均比聚乙烯好,成型加工性能好。
3、具有较高的耐热性,连续使用温度可达110-120℃。
4、化学性能好,几乎不吸水,与绝大多数化学药品不反应。
5、质地纯净,无毒性。
6、电绝缘性好。
7、聚丙烯制品的透明性比高密度聚乙烯制品的透明性好。
它有很多优点但也有缺点:
1、制品耐寒性差,低温冲击强度低。
2、制品在使用中易受光、热和氧的作用而老化。
3、着色性不好。
4、易燃烧。
5、韧性不好,静电度高,染色性、印刷性和黏合性差。
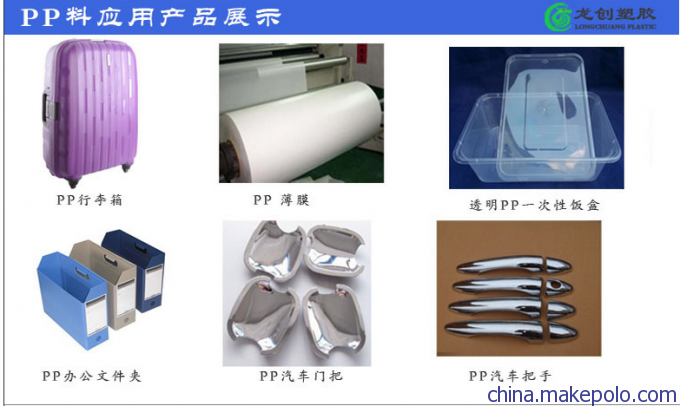
【主要用途】:家用电器
近几年我国家用电器产业发展迅速,品种多,产量大。2003年我国电冰箱产量为1850万台,空调器4200万台,
洗衣机1700万台,微波炉3500万台。据“2004~2006年中国城市家庭影院市场研究咨询报告”显示,预计未来
3年内我国家庭影院系统市场规模将达到690万台。另外,各种小家电也拥有巨大的潜在市场,这对改性PP来说,
是一个极好的商机。我国一些塑料原料厂商已经开发出洗衣机专用料如PP 1947系列、K7726系列等,受到了洗
衣机制造厂商的欢迎。因此,在未来几年内应加大开发家用电器PP专用料的力度,以适应市场变化的需求。
塑料管材
塑料管材是我国化学建材推广应用的重点产品之一,建设部曾于2001年发出“关于加强共聚聚丙烯(PP-R、
PP-B)管材生产管理和推广应用工作的通知”,要求有关部门共同做好从原料、加工、质量以至管材使用、安装
等工作,要严格把好PP管材质量关,以利更好地做好我国PP管材的生产、应用、推广工作。
高透材料
随着人们生活水平不断提高,必然带来在文化、娱乐、食品、医疗、材料、居室装饰等各个方面不同变化的要
求与提高,市场中很多物品越来越多地使用透明材料。因此,开发透明PP专用料是一个很好的发展趋势,尤其
需要透明性高、流动性好,成型快的PP专用料,以便设计加工成人们喜爱的PP制品。透明PP比普通PP、PVC、
PET、PS更具特色,有更多优点和开发前景。
近几年,国外透明PP市场增长很快,如韩国LG将透明PP作为PET替代品推向市场;德国某些公司用透明PP替代
PVC;美国透明PP制品的增长速度高出普通PP制品7%~9%;日本近几年PP成核透明剂的年用量约为2000t,
若以添加量0.25%推算,日本透明PP料的年产量可达80万t以上。据日本理化株式会社介绍,日本透明PP专用料
用于微波炊具及家具两方面的消费量最大。预计,2005年国外市场对透明PP专用料需求量约为500万~550万t。
目前国内透明PP专用料与国外差距较大,透明PP树脂及其制品的生产、应用仍有待加强。
其它
1.单向拉伸PP膜
工艺流程为:配料→塑化→T型机头挤出流延→冷却→电晕处理→牵引→卷取→时效处理→分切→成品。
螺杆转数60转/分、温度180、220、240、250℃,牵引速度80米/分、冷却辊温度30℃,膜表面张力为42达
因/厘米。
热封温度根据用途而定:普通级,即非蒸煮级,采用均聚物PP,融点高,因此热封温度140-170℃。而蒸煮级用
共聚物PP,热封温度125-150℃即可。
2 .双向拉伸PP膜
双向拉伸PP膜简写BOPP或OPP,其生产工艺路线大致有以下三种:
( 1)平膜同时双向拉伸法:PP粒料经挤出机塑化后,从T型机单挤出厚片,厚度约0.8-1毫米,纵、横向拉伸同时
在拉幅机上进行,难度较大,用该法较少。
(2)平膜逐步双向拉伸法:挤出厚片后,先经辊筒纵向拉伸,然后再经拉幅机横向拉伸,拉伸40-50倍,膜厚约为
15一50微米。该法较常用。
(3)泡管法同时双向拉伸法:先制造厚管、厚度0.7-0.8毫米,然后用压缩空气吹胀,即横向拉伸的同时,用牵伸
辊进行纵向拉伸。
该膜可用于包装材料及电容器薄膜。
对于食品包装行业来说,要求双向拉伸PP膜的气体渗透率更低。要降低渗透性,一是降低PP材料本身的渗透率,
可通过填充改性来达到,但效果不太明显,二是通过阻隔PP薄膜与气体的接触来降低渗透率,还较容易实现,有
下面2种方法:
BOPP可采用喷涂的方法阻隔气体,如将聚偏二氯乙烯或乙烯基乙醉的悬浮液喷涂至膜表面,厚度约0.0075毫米。
另一种方法是真空镀铝,厚度约0.0002毫米来阻隔氧气等。
3 .PP针刺网膜
该膜是撕裂膜的升级换代产品,除作捆扎绳等外,还可用于缝纫线、地毯编织、海洋捕捞等行业。
工艺流程为:
投料→挤出→膜片冷却→切割分丝→三辊牵引→加热→拉伸→针刺成纤→热处理→冷却定型→收卷。
机身温度:220、230、260、255℃,机头温度250℃,模头250℃,PP料熔融指数1.5-4克/10分均可。膜片冷
却、水温38℃,热拉伸温度150-165℃,拉伸倍数5-6倍,冷却辊速度比热处理辊速度低2-5%,拉伸速度240
米/分。
4 .PP隔离膜
PP隔离膜可作为电线电缆中,导体与橡胶绝缘之间的隔离层。能防止金属导体与橡套的粘连现象。
工艺流程为:
配料→捏合→挤出→吹胀冷却→牵引→切割→卷绕→分切→检验成品。
PP料熔融指数在3.5克/10分以下,挤出机温度:180、190-200、200-210℃,模头温度190-200℃。
5.PP撕裂膜
与上述膜工艺相似,此处不再叙述。
【加工流程】:
注塑机选用:对注塑机的选用没有特殊要求。由于PP具有高结晶性,需采用注射压力较高及可多段控制的电脑
注塑机。锁模力一般按3800t/㎡来确定,注射量20%-85%即可。
干燥处理:如果储存适当则不需要干燥处理。
熔化温度:PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃。熔融段温度
最好在240℃。
模具温度:模具温度50-90℃,对于尺寸要求较高的用高模温,型芯温度比型腔温度低5℃以上。
注射压力:采用较高注射压力(1500-1800bar)和保压压力(约为注射压力的80%)。大概在全行程的95%
时转保压,用较长的保压时间。
注射速度:为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(出现气泡、气纹)。如刻有
花纹的表面出现由浇口扩散的明暗相间条纹,则要用低速注射和较高模温。
流道和浇口:流道直径4-7mm,针形浇口长度1-1.5mm,直径可小至0.7mm。边形浇口长度越短越好,约为0 .7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯增加。模具必须有良好的排气性,
排气孔深0.025mm-0.038mm,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要
小(例如是壁厚的50-60%)。均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚
P P)。
熔 胶背压:可用5bar熔胶背压,色粉料的背压可适当调高。
制品的后处理:为防止后结晶产生的收缩变形,制品一般需经热水浸泡处理。





