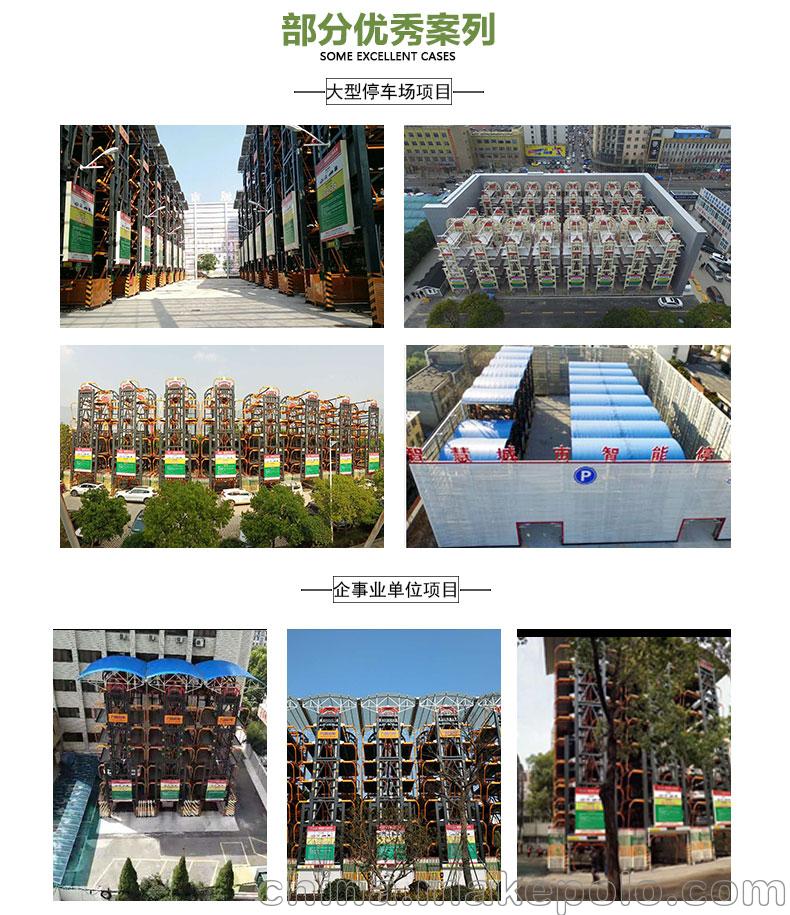
2019季度,企业利好消息不断,上市进程“提速”,九路泊车国际化步伐也进入发展的快车道。仅本月,便与德国波伦茨集团、沙特Smart Parking Co. 瑞典SKYDINAVIAN、秘鲁等多家海外公司签署合作协议,在资本、业务等方面展开国际合作,海外销售总额屡创行业记录。漂亮业绩的背后,是远超行业的“品质标准”与“专业服务”做支撑,车库核心技术之一——模块化生产工艺是助推产品横扫海内外市场强有力的保障。

一、模块化生产工艺,模块之间可任意组装,方便出口装箱,转运移库。
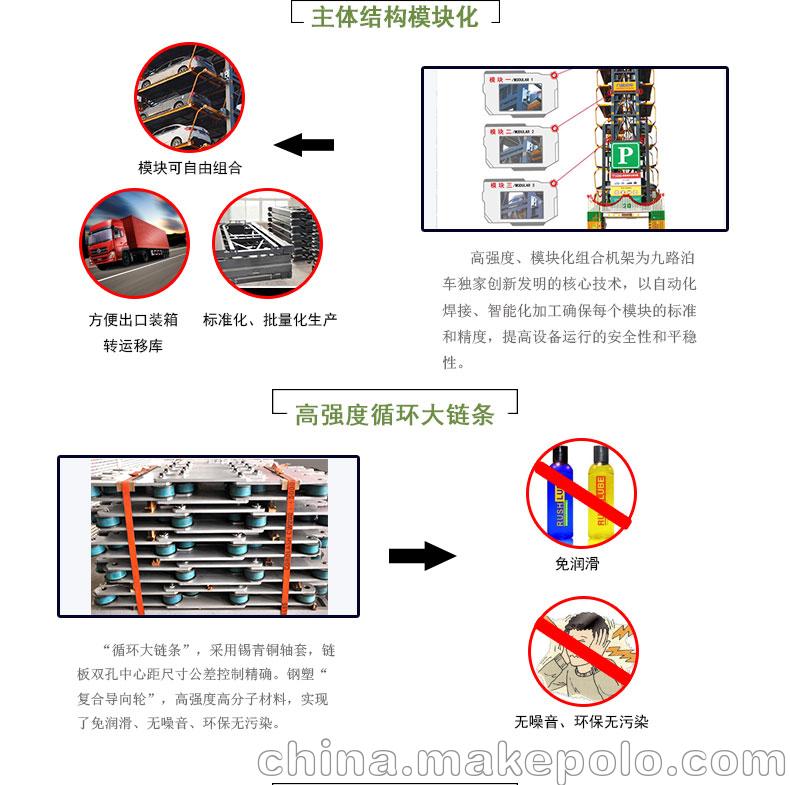
九路泊车垂直循环立体车库高可靠、模块化结构技术打破了行业内组合机架“一体式”的单节结构,是中国垂直循环立体车库革命性创造。 模块化生产工艺,标准片节灵活通用,四位一体的模块化组合机架,工艺结构精度高,组装拆卸方便,8~16车位可随意由不同模块组合,轿车型与SUV型制作工装与同类结构件实现通用,可实现标准化、批量化生产,特别方便出口装箱,转运移库。

二、模块化生产工艺,主体框架强度、刚度、精度等指标远超行业标准,保证安装精度。
九路泊车模块化安装工艺适应城市规划的不断变化,有利于快速建造立体车库。
主体结构设计指标 :
主体框架单元模块数量≥3
主体框架单榀承载重量(静荷载)≥25t
主体框架强度指标:安全系数≥2.5
主体框架刚度指标:平面度≤5mm
单元模块连接形式:铰制孔螺栓定位,高强度螺栓连接,强度等级≥10.9
车库每个单元模块之间的连接组装通过铰制孔螺栓精准定位,利用高强度螺栓进行可靠连接。通过主体结构各“模块”单元的组焊长短,在组合截面特性相同的条件下,达到显著提高单元“模块”刚性的目的;同时每个单元模块的焊接变形得到最大化的削弱和控制;通过模块之间连接面的隔断作用,每个模块自身的焊接应力无法传递释放,保证了组装后整体的垂直度,确保了安装精度。

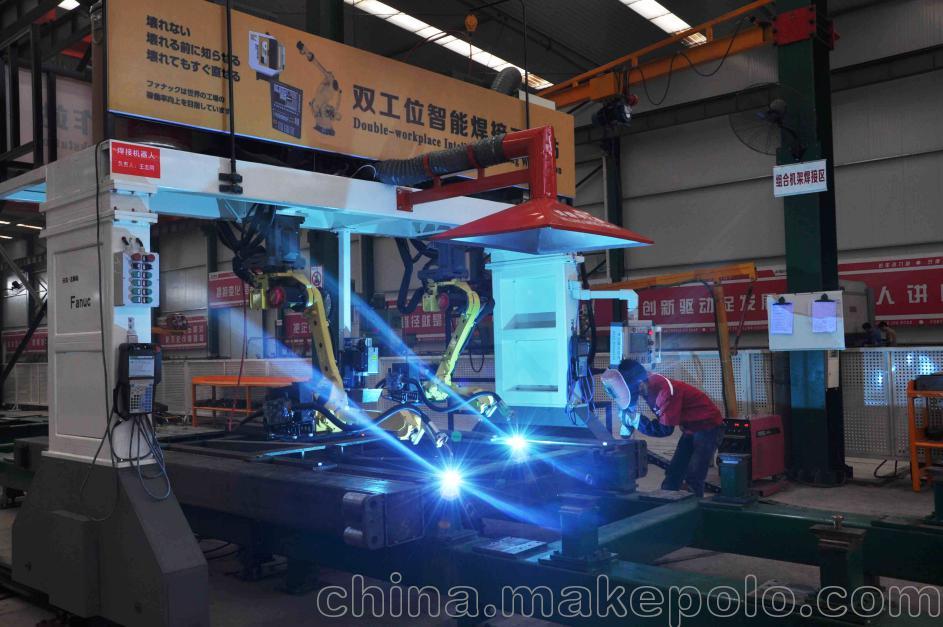
三、先进的焊接工艺,避免焊缝重心偏置,消除角变形;万能数控龙门铣对连接面进行铣削,消除焊后变形。
九路泊车“模块化垂直循环立体车库架体,采用先进的焊接工艺设计,有效控制复杂平面桁架焊接变形。依据GB50661-2011《钢结构焊接规范》,所有焊缝焊接顺序从中间向两边,从中间向左右对称施焊。利用分段焊或跳焊顺序施焊。焊缝采用多道焊(2~3遍),每组接头分两次或多次施焊,避免区域焊接热量过分集中。焊缝截面重心与接头截面重心在同一位置上,避免消除角变形的产生。焊接操作人员认真仔细调整施焊程序,使焊缝成型位置准确,避免焊缝重心偏置。机架模块焊接成型后采用万能数控龙门铣对连接面进行铣削,已消除焊后变形,确保装配精度。
九路泊车经过多年的积累发展已强势迈进国际市场并将继续秉承行业的发展初心与使命意识,做一流品质,做百年品牌,做有担当的社会型企业,为改善民生尽力,为实现“中国梦”尽责。