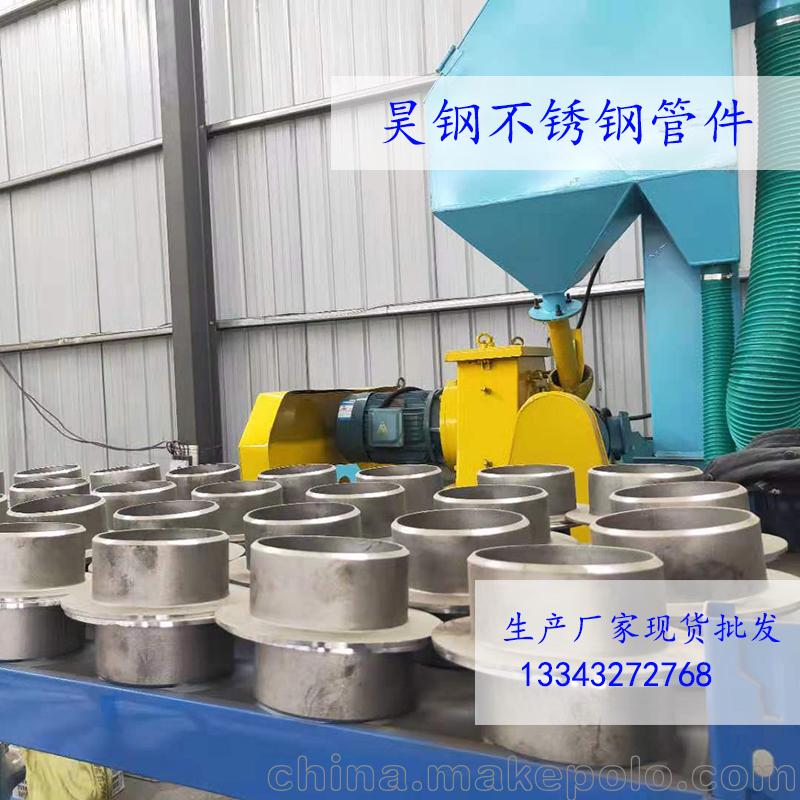
沧州昊钢管道有限公司拥有多年的生产经验,拥有世界上先进的专业生产设备,采用国际上先进的生产工艺,确保生产出一流品质的产品。一线工人都经严格的培训、考核、试用三道评审阶段后,方可正式上岗。严明的纪律、严格的生产管理,已锻造出一支技术过硬、作用顽强、高效率的生产队伍,及质量稳定可靠的优良产品。专业的技术、严格的质量管理,产品广泛应用于化工、造纸、造船、医药、食品、饮料、印染、石油、污水处理、油墨、电力,核工业管线及建筑排水管路等行业,还服务于全国众多重点工程,并且为用户提供相应的技术支持及咨询服务。
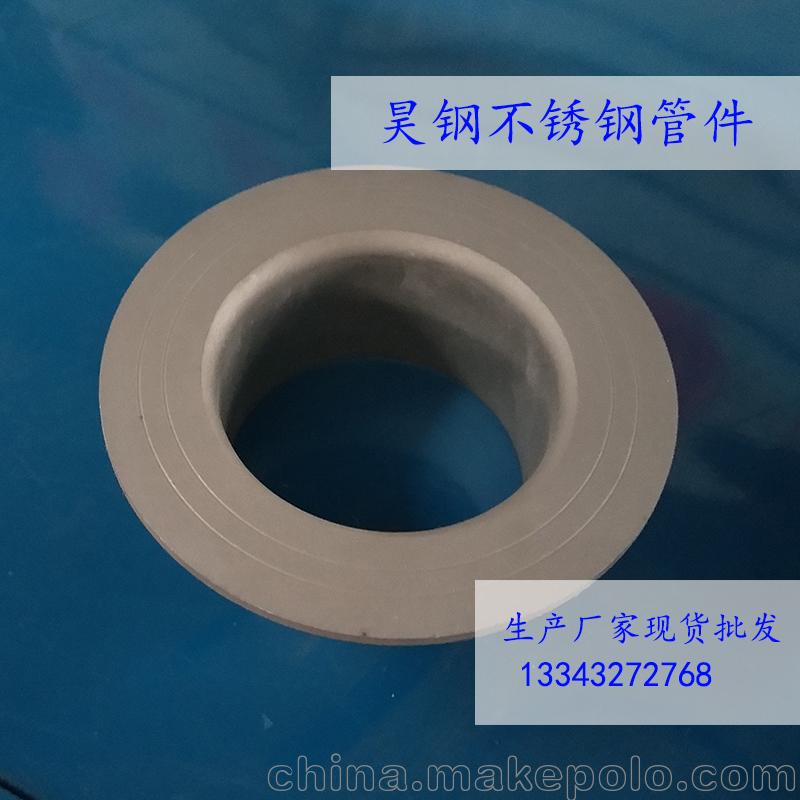
翻边在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法称为翻边。翻边是冲压工艺的一种。翻边的种类很多,分类方法也不尽相同。其中按变形性质可以分为伸长型翻边和压缩型翻边。
翻边:是指在毛坯的平面部分或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法 。
翻边的制造标准:MSS SP-43、ASME B16.9、GB/T12459等标准。材质有碳钢、不锈钢、合金钢等。
其中GB12459标准里翻边还分为长型翻边和短型翻边,翻边尺寸从DN15-DN600
昊钢管道公司本着"诚信、持续、创新"的方针,秉承"品质优良、价格优惠、服务完善"的经营理念,加以雄厚的技术实力,精良的管件加工设备,严谨的工作态度和严格、高效的系统管理,保证质量,交货迅捷,将竭诚为广大用户提高业界优良及佳性价比的不锈钢管件产品。公司将顾客的满意程度放在首位,严格按照顾客的生产要求进行生产,保证满足顾客的要求,使产品发挥重大的作用。
翻边:是指在毛坯的平面部分或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法 。
影响极限翻边系数的主要因素有:(1)材料的塑性
材料的延伸率δ、应变硬化指数和各向异性系数越大,极限翻边系数就越小,有利于翻边。
预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法,也能获得较低的极限翻边系数,但生产效率要低一些。