东莞市千岛机械制造有限公司生产的Q5型五轴数控刀具磨床配备专用的数字数控系统,该机床配备windows 8.1的刀具磨削应用软件包,可生产及修磨高速钢,硬质合金:钻头,铣刀,球头刀具、成型刀、亚克力、3C类刀具、汽车航空类刀具。
一 机床简介
1、整体花岗岩床身,由水平横向轴(X)水平纵向轴(Y)工件旋转轴(A)旋转轴(C)和垂直线性轴(Z)五轴组成。
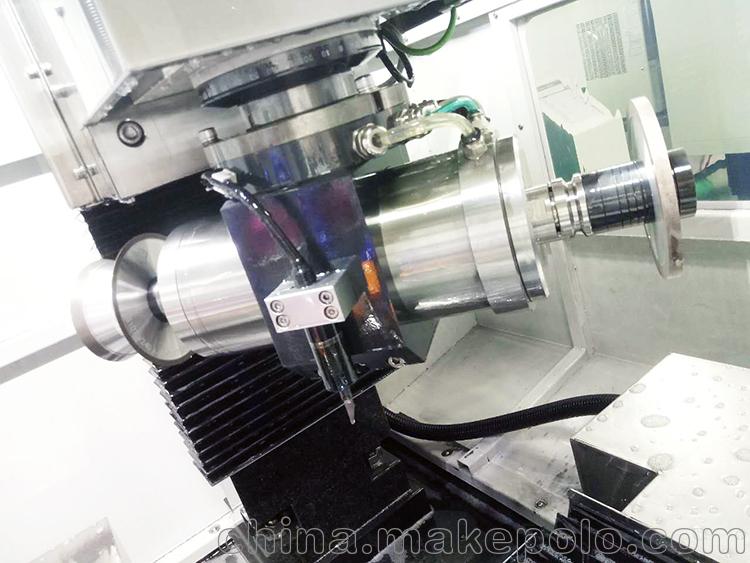
2、主轴为双头电主轴额定功率为5.5KW,转速范围:1000-9000rpm,主轴带有变频器调速。主轴单边可以装3片砂轮同时可以装6片砂轮
3、防尘罩我们采用进口抗腐蚀耐磨风琴罩,便于机床轻负荷运动。内部采用LED防爆防油照明。
4、工件轴内部为BT50内锥,可装BT50刀柄。我们采用后置气动拉杆前置装夹,装夹快捷,夹头为前面带尖瑞士肖柏林W25,能有效的避开砂轮的干涉,夹头夹持范围(3-20mm)
5、整个机床采用欧洲设计理念,加工中心式是结构受力均匀,床身(底座、Y托板、X托板、Z立柱、Z托板)五大件均为天然花岗岩,具有优异的热稳定性,卓越的吸震性,采用三坐标花岗岩底座加工工艺人工研磨精密度高。
二 控制系统及驱动
1、Q5控制系统采用台湾新代(MA200-5)总线绝对值,搭配高性能主机板,支持安川Mechatrolink-II串列通讯伺服系统,具备3000单节的高能运算能力;支持五轴联动,可以进行复杂的加工规划。
2、伺服驱动及电机:采用5个日本安川伺服电机在安川伺服驱动的应用程序下做五轴联动,从而提高了磨削效率,确保精度。
3、测量探针:配备了高精密的3D探针,在数控程序的驱动下该探针可自动检测刀具的长度、直径、轮廓、角度。
三 刀具磨削应用软程序
1、软程序可定义多种形状的刀具包括:钻头,铣刀,球头刀具、成型刀、亚克力、3C类刀具、汽车航空类刀具等。
2、每一种刀具形状、砂轮数据都有数据库保存其数据,应用程序时可从数据库任意搜索调取。
四 技术参数:
序号 | 内容 | 参数 | 备注 |
1 | 磨削长度 | 150mm | |
2 | 磨削直径 | 1-12mm | |
3 | 最大夹持直径 | 200mm | |
4 | X轴行程 | 600mm | |
5 | Y轴行程 | 350mm | |
6 | Z轴行程 | 350mm | |
7 | X/Y/Z轴定位精度 | ≤0.005mm | |
8 | X/Y/Z轴重复定位精度 | ≤0.003mm | |
9 | X/Y/Z轴快速移位速度 | 12m/min | |
10 | A轴旋转角度 | 360° | DD马达(选配) |
11 | C轴旋转角度 | ±200° | |
12 | 主轴最高转速 | 9000rpm | |
13 | 砂轮杆连接 | BT30 | |
14 | 可装砂轮内径 | 20mm | |
15 | 可装砂轮外径 | 150mm | |
16 | 可装砂轮片数 | 6片 | |
17 | 工件装夹方式 | 气动后拉W25(0.3-20mm) | |
18 | 电主轴额定功率 | 5.5KW | 双头 |
19 | X轴伺服马达功率 | 0.85KW | 日本安川 |
20 | Y轴伺服马达功率 | 0.85KW | 日本安川 |
21 | Z轴伺服马达功率 | 1.3KW | 日本安川 |
22 | A轴伺服马达功率 | 0.85KW | 日本安川 |
23 | C轴伺服马达功率 | 0.85KW | 日本安川 |
24 | 直线导轨精密级 | P级 | 台湾上银 |
25 | 滚珠丝杆精密级 | C3 | 台湾上银 |
26 | 3D探针 | 1个 | |
27 | 数控系统 | 新代总线绝对值 | 台湾 |
28 | 机床总功率约 | 11KW | |
29 | 机床重量约 | 3000KG | |
30 | 机床尺寸 | 宽1850×深2650×高2080(mm) | |
31 | 机床包装尺寸 | 宽2100×长2640×高2250(mm)/重量约:150KG | |
五 供货范围
Q5随机配件及选配配件:
序号
| 名称
| 数量
| 备注
|
1
| 油冷过滤系统
| 1套
| 选配
|
2
| 油雾回收机
| 1台
| 随机
|
3
| 探针
| 1个
| 随机
|
4
| 瑞士肖柏林夹头W25
| 1只(随机)
| 选配(3-20mm)
|
5
| 主轴水冷机
| 1台
| 随机
|
6
| 砂轮杆
| 2根
| 随机
|
7
| 拆砂轮工具
| 1套
| 随机
|
8
| 六角扳手
| 1套
| 随机
|
9
| 工具箱
| 1个
| 随机
|
10
| 说明书
| 3本
| 随机
|
六 安装调试、 验收、 培训和技术服务。
1、安装调试
在需方现场进行,调试由供主负责,需方给予配合。
设备调试时,供方派相关专业人员在需方生产现场进行调试。在此期间遵守买方国家法律及工厂规章制度。
设备安装专用工具由供方自备。
设备运抵买方工厂由需方负责卸货准备调试机器所需液压油.切削液等,买卖双方共同完成所有准备工作。