QD-420四轴数控工具磨床
QD-420是千岛公司研发的一款多功能四轴联动数控工具磨床,通过数控程序控制能够自动刃磨外径不超过200mm,容屑槽数1~200,容屑槽导程为500~∝,最大螺旋角为±45°的螺旋槽面以及直槽槽面的硬质合金铣刀、成型铣刀等刀具。还可用来对铣刀、钻头等刀具及类似零件的沟槽、圆周背面自动磨削。特别适用于刀具制造厂、工具制造公司以及刀具使用者对合金锯片铣刀等刀具的制造、翻新、重磨。同时该款工具磨床也是木工刀具生产企业高效率、高精度、大批量磨削TCT直刀、木工直刀、木工修边刀、圆弧后角直刀的理想设备,
还可对各种形式冲头高效自动磨削。
♦ 机床采用高强度、高刚性的树酯砂型铸件,经时效处理,确保机床稳定性。
♦ 机床采用高刚性、高精度、大扭矩同步直驱电主轴磨头,砂轮发蓝可同时装2~4片砂轮,满足一次装夹完成对刀具的前面、后面、端面的磨削工艺需求。
♦ 工件头架采用NSK进口精密主轴轴承,配置精密的夹头体,配置夹紧力大小可调的工件气动夹紧装置,实现快速装夹工件,并确保工件的夹持精度。

♦ 机床采用新代210ma-E控制系统及日本安川伺服单元、上银精密滚动线轨及滚珠丝杠、高标准、高品质的配置,加上高要求的装配工艺及精心的调试,确保了机床的优越性能和工作精度。
♦ 机床采用全封闭外观(正面活动拉门、左右及后面设有维修门)、摆动式按钮站及手持电子手轮、专用启停按钮及脚踩开关、配置自动冷却系统及冷却液过滤油箱、配置自动润滑装置及吸雾接口、报警蜂鸣器、配置电器箱冷却空调,使机床的操作、保养、维护变动简单方便。
♦ 工作精度
磨削工件圆跳动≤0.005mm
工件表面粗糙度≤Ra0.2
♦ 技术规格
数控系统及伺服单元 | 210Ma-E |
加工工件直径 | 3~200 mm |
加工工件容屑槽数 | 1~200 |
加工工件容屑导程 | 500~∝ |
加工工件最大螺旋角 | ±45º |
最大工件长度 | 400mm |
最大加工工件槽深 | 20mm |
最大工件重量 | 20Kg |
磨头最大功率(电主轴) | 7.5KW |
砂轮尺寸(CBN/金刚石) | Φ50~Φ200mm |
磨头主轴转速(变频调速) | 0-8000rpm |
磨头垂直升降行程(Y轴) | 250(-70~180)mm |
工作台行程X轴/Z轴 | X:400mm/Z:300mm |
直线轴快速移动速度(X、Y、Z轴) | 0.05~10m/min |
工件主轴转速(A轴) | 0~300rpm |
磨头水平面内旋转角度(B轴——手动调整,刻度环显示) | ±45º |
工件主轴径向跳动 | ≤0.005mm |
磨头主轴径向跳动 | ≤0.005mm |
直线轴分辨率(X、Y、Z轴) | 0.00lmm |
旋转轴分辨率 | 0.00l° |
机床外形尺寸 | 1800×1600×2100mm |
机床重量(约) | 4T |
♦ 标准配置
机床主机、210Ma-E伺服控制系统,木工刀专用界面变量编程程序、7.5KW精密直驱磨头、工件气动夹紧装置、吸雾接口、冷却装置、砂轮发蓝、自动润滑装置、电器箱空调冷却机、专用操作工具及工具箱、过滤油箱、手动调整磨头旋转角度(B轴)。
♦ 可选配置
控制系统、磨螺旋槽程序、磨冲头程序、测头、过滤系统、自动上料装置、砂轮等。
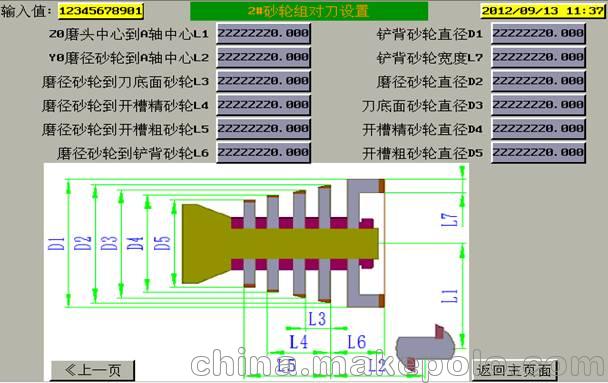
♦ 磨削界面简介
图片1 公司LOGO

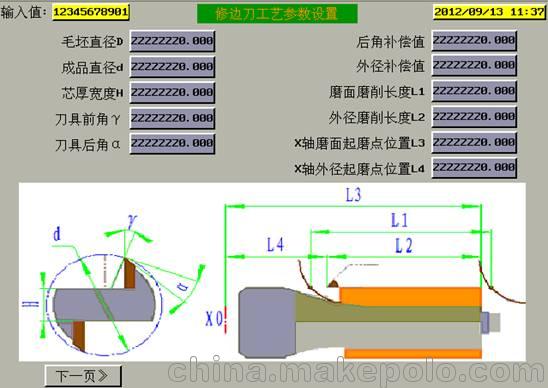
图片2 刀具变量界面 (修边刀)
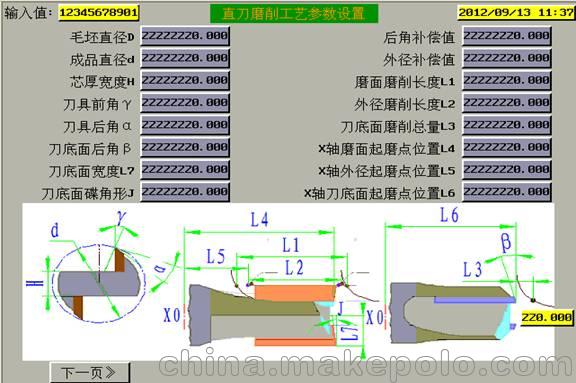
(平面后面直刀)
(TCT木工刀)

(圆弧后面直刀)
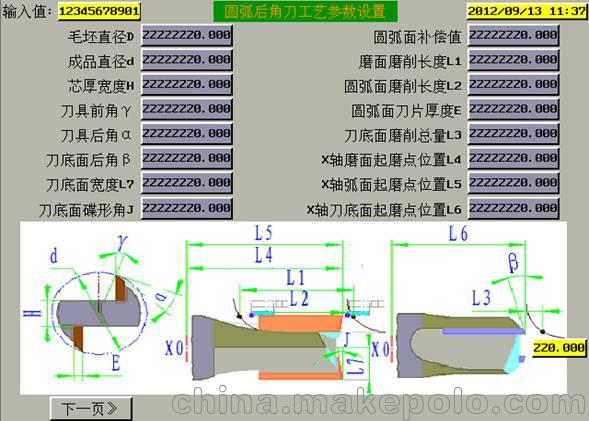
图片3 工艺参数界面