在机械加工、金属冷轧压延行业中使用大量的切削液作为润滑冷却之用,切削液长时间使用后会因为高温和微生物的作用而变质失效,从而产生高浓度切削液废水和工件清洗工段产生的低浓度切削液废水。切削液废水排放对环境的污染非常严重,我国制定的国家危险废物名录中明确规定切削液为乳化液属于危险废物。
切削液中主要含有机油和表面活性剂,是用乳化油根据需要用水稀释再加入乳化剂配制而成的。由于乳化剂都是表面活性剂,当它加入水中,使油与水的界面自由能大大降低,达到较低值,这时油便分散在水中。同时表面活性剂还产生电离,使油珠液带有电荷,而且还吸附了一层水分子固定着不动,形成水化离子膜,而水中的反离子又吸附再其外表周围,分为不动的吸附层和可动的扩散层,形成双电层。这样使油珠外面包围着一层有弹性的、坚固的、带有同性电荷的水化离子膜,阻止了油珠液滴互相碰撞时可能的结合,使油珠能够得以长期地稳定在水中,成为白色的乳化液。配制的乳化液PH值一般在8-9之间,有的甚至高达10-11。
切削液废水的相关数据数值如下:
名称 | 参数 |
COD | <85000mg/L |
BOD | <25500mg/L |
TP | <50mg/L |
SS | <1000mg/L |
PH | 8-11 |
氨氮 | <500mg/L |
石油类 | <4500mg/L |
阴离子表面活性剂 | ≤362mg/L |









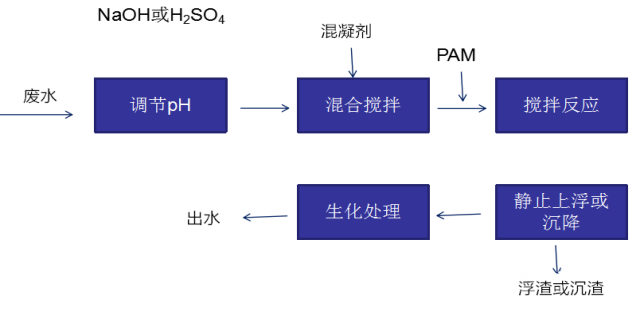
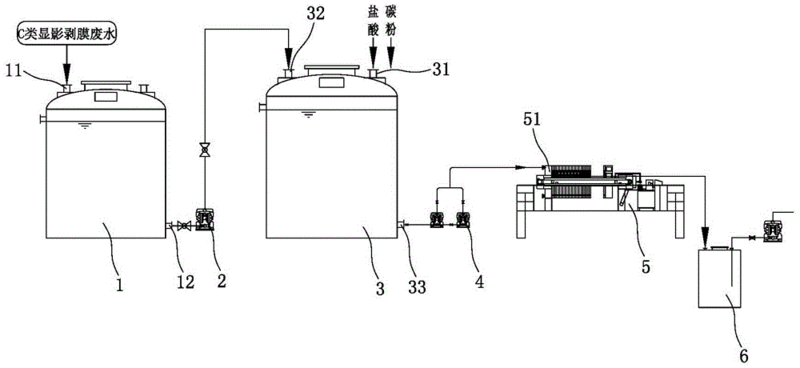
切削废液由于其成分复杂,化学稳定性好,故直接处理难度较大,一般需先经过预处理再进行后续处理。预处理主要是对废液进行破乳,以除去废液中油包水或者水包油中的油类物质。根据乳化剂的作用的不同,乳化液稳定的原因包括界面张力、界面膜的性质和界面电荷。乳化废液的破乳处理过程中可以根据这些影响因素使其失稳而易于处理。下面就逐一介绍破乳的具体方法。
1、酸析法:
通常的酸析是指在酸性条件下,某些物质由溶解态或胶体态转化为悬浮态,从而将油类物质等从液体中分离出来的方法,该类方法操作简单,所用药剂一般为浓硫酸、硝酸等强酸性物质,也可用废酸液代替纯的酸性试剂。利用硝酸对废乳化液进行破乳处理,结果COD去除率可达97.80%,浮油量少,且为后续的芬顿处理提供了适宜的pH条件。利用浓硫酸对电子感光脱膜乳化废水进行酸化破乳,在pH调至4以下时,COD去除率达75.2%,废液清澈透明,沉淀易于分离。
2、盐析法:
盐析法是指向废水中投加无机盐类物质至一定浓度,破坏油珠的水化膜,一般常用电解质有氯化钙、氯化镁、氯化 钠、硫酸钙、硫酸铝钾等等。用不同的电解质对乳化切削废液进行盐析破乳研究,结果表明:阳离子电荷越大,破乳 效果越好;金属离子为相同价态时,其半径越小,破乳能力越强,这是因为金属离子的半径越小,其电场强度越大, 使得油珠扩散双电层的有效厚度减小,其双电层的电位分布宽度和陡度降低,从而易于破乳。但盐析法通常效果不如 酸化法,而且盐析法药剂投加量较大,价格较贵并会带来大量污泥沉淀,给处理带来较大麻烦。
3、混凝沉淀法:
混凝沉淀法是目前国内外普遍采用的一种预处理方法,它具有经济简便、处理效率高的特点。混凝法指向废水中投 加混凝剂和助凝剂,利用混凝物质的吸附架桥、沉淀网捕等作用,使微粒油珠相互聚结变大,成为较大的集合体,再借 助其它常规方法实现固液的分离和去除。