辊压机轴承位磨损修复一直是困扰企业设备管理者的一个难题,小编总结了几个修复办法,让我们一起来看一下:
(1)补焊技术:是一种修复精度比较高的轴磨损修复技术,但是该技术本身存在热应力集中的问题,容易导致轴弯曲变形,可能会造成焊接部位裂纹,在后续使用过程中存在断轴的风险。
(2)打麻点:是一种应急修复措施,且仅限于磨损非常轻微的场合,修复后轴承内圈和轴的配合仅为点接触,所以在运行过程中大负荷的情况下,麻点极易产生疲劳磨损,使用寿命短,只能是临时应急作用。
(3)电刷镀技术:其刷镀涂层受到磨损量的限制,一般电刷镀涂层刷镀厚度小于0.2mm。当磨损量大于0.2mm时,其刷镀效率将成倍下降,且刷镀层过厚时,使用过程中刷镀层容易脱落,使用寿命短。对于磨损深度2-3mm的情况来说,刷镀工艺无法实现在线刷镀。
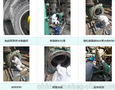
(4)索雷碳纳米聚合物材料技术:该技术类似一种冷焊技术,在线修复过程中不会产生高温,避免了热应力的影响,同时不受轴单边磨损量的限制;凭借材料本身所具有的良好的抗压、抗弯曲、延展率等综合优势,可以有效地吸收外力的冲击,在很大程度上化解和抵消轴承对轴的径向冲击力,并避免了间隙出现的可能性,也就避免了设备因间隙增大而造成相对运动的磨损,针对轴与轴承的静配合,材料不是靠“硬度”来解决设备磨损的,而是靠改变力的关系来满足设备的运行要求,所以在设备正常保养的前提下,其修复后的使用寿命甚至高于更换新部件的使用寿命。接下来让我们看一下该技术是如何现场修复辊压机轴承位磨损的。
某企业熟料磨辊压机轴承位出现磨损,相关数据如下:HFCG150-45辊压机,轴颈1:12锥,轴颈480-505mm,磨损尺寸2-3mm,磨损宽度310mm,轴承型号23296CAK/W33。