





厂家直销锻造加热设备,中频锻造感应器维修定做,中频锻造炉,高频锻造设备,超音频感应加热锻造炉,铁棒加热锻造炉,金属棒料锻造设备,中频锻造设备 配套装置一应具全,品质可靠,一件也批发价厂销中频感应加热设备 广东省内免费上门安装调试,国内包邮,操作简单,2分钟可学会。
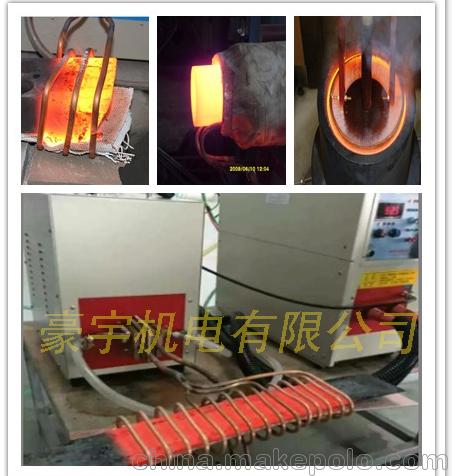
中频感应加热锻造炉
品质优异,人性化设计,操作简单,无需专业的工人,经过简单的培训,即可上机操作,可根据被加工工件的当前状态,进行适时、自动控制,比如通过模拟或数字电路处理,调整功率或频率,使工件加热温度或深度自动调节,满足工艺要求。感应加热调节比较精细,通常是通过调节相移,脉冲占空比等参数调节加热功率,一旦加热温度根据工艺要求确定后,由于自身的负反馈作用,就会被保持在该温度恒定不变,实现恒功率控制。温度均匀性好温差可控制在1%,提高产品质量和合格率。
◆感应圈长度通常为600mm 或800mm,粗料或料长时,感应圈甚至为1米长或1米以上长度,同时有5--10根料在加热。感应圈容易更换,根据不 同直径的工件,采用不同大小的感应圈。
◆ 输出频率为1—10KHZ,根据加热工件直径的大小,设计感应圈和电容,达到不同的频率,适应不同料的加热。料细时,加热频率高一些,可以即 保证透热,又获得较高的加热效率;料粗时,频率要低一些,保证透热。
◆ 采用气动送料方式,对于一定的棒料,调节设备功率和送料节拍,即可自动推出烧红的棒料供锻压使用,操作非常方便。
◆ 采用IGBT器件,采用高效率组合谐振技术。采用低电感电路安排、采用大规模数字电路。
◆ 加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本。由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后立即可进行锻造任务的连续工作。不必担心由于停电或设备故障引起的加热坯料的浪费现象。由于该加热方式升温速度快,所以氧化极少,每吨锻件和KGPS可控硅中频炉相比至少节约钢材原材料20-50千克,大幅度省电,每加热一吨钢材,耗电310度。比KGPS可控硅中频省电20%-30%。由于该加热方式加热均匀,芯表温差极小,不会带来网侧污染、供电变压器不发热、变电站补偿电容不发热、不干扰其他设备工作。减小供电变压器容量。
◆ 加热均匀,芯表温差极小,温控精度高。感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小。应用温控系统可实现对温度的控制提高产品质量和合格率。
◆ 整个设备小巧、紧凑,放在锻造机热、锻机旁边使用非常方便。
◆ 工作环境优越、无污染、低耗能。
中频感应加热设备特性:当通过导体环路所包围的磁通量发生变化时,环路中就会产生感应电势,同样,处于交变磁场中的导体,受电磁感应的作用也产生感应电势,在导体中形成感应电流(涡流),感应电流克服导体本身的电阻而产生焦耳热,用这一热量加热导体本身,使其升温、熔化,达到各种热加工的目的,这就是中频感应加热的原理。
(1)频率范围大,从1KHZ—20KHZ,可根据具体加热工件的直径,选择合适的频率。
(2)中频锻造炉整料加热时,感应圈长度为500mm –1米长,同时有多根料在加热,更加保证了透热的效果。
(3)中频锻造炉采用连续加热方式,感应圈内部的负载比较均衡,克服了整个加热过程中,单根棒料负载从室温升至1100℃时,负载巨大的变化而引起的设备实际加热功率的巨大变化,使整个连续加热过程中,设备的实际功率都可以保证在额定功率值的85%以上,设备得以有效利用。
(4)加热铜和铝等有色金属时,通过合理设计感应圈和电容,设备的实际功率也可以发挥到**功率的85%以上,加热铜时达到3.5KG/KW小时的加热能力。
(5)对比可控硅中频,不仅体积小,维护方便,更可省电15--20%。
感应加热设备与传统加热方式对比:
传统加热方式的缺陷:
1.传统的煤、气、油加热,污染严重,员工工作环境恶劣,存在严重的安全隐患。
2.煤、气、油加热慢、不均匀、工件易变形、氧化层多、质量差、表面不光滑、废品率高,使您的产品缺乏强有力的竞争力。
感应电源的几大优势:
1. 比电子管高频可节电2/3
2. 只有16-40KG手提箱大小
3. 没有易损、昂贵的电子管
4. 无高压,免除高压触电危险
5. 只接电源和水管,10分钟可完成
6. 操作方便,几分钟即可学会
7. 厂家价格实惠,售后服务齐全有保障
中山豪宇机电有限公司还对外承接各种感应加热设备的维修,感应器、感应线圈设计定制定做,欢迎您随时联络我们,诚邀为您提供满意的服务!



