
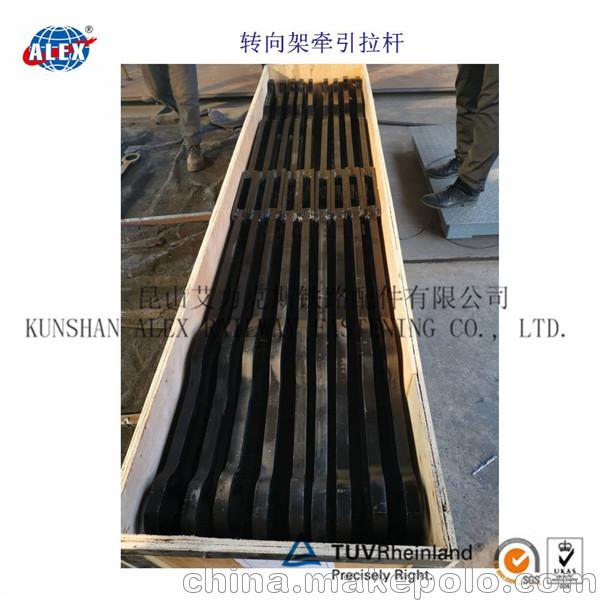
临海货车转向架拉杆工厂
因此在生凸程中除了现场的生产人员根据具体的制品缺陷更改生产工艺选择恰当的加工操作来修正制品可修正的缺陷外,关键还是要靠修正模具均衡流速,制品的缺陷才能得以解决。以型材所需的壁厚铝型材模修模工具立式修模锉床的使用和 立式修模锉床主要用来修正导流模和实心模的工作带大面,过去认为难处理的不锈钢、钛、钴等材料也能简单的施以的表面硬化处理。,又能起到加快作用,��加金属的流量,如果螺栓直径很大(如45mm)埋深太深的话,可以在螺栓端部焊方板,即做一个大头就可以了(不过也是有一定要求的)。埋深和弯钩都是为了保证螺栓与基础的摩擦力,不至于使螺栓发生拔出破坏。地脚螺栓的抗拉能力就是圆钢本身的抗拉能力了,大小等于截面面积乘以许用应力值(Q235B:140MPa, 16Mn or Q345:170MPA)就是设计时的允许抗拉承载力。将前一个车箱2的副连接扣5,

打击流速慢的一侧,金属与模具之间的力由三个部分某桑航鹗粲肽C娴慕哟ツΣ亮Α⒛?坠ぷ鞔之间的力、金属与金属之间相对运动的力。铝型材模修模工具锉刀的使用和 锉刀的种类很多,规格也不少,一般使用各种什锦锉或金刚石组锉来修理模子的工作带。棒不好,近年来,随着我国经济的迅猛发展和城乡生活水平的,各类工业用和民用铝材了大量的应用。③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。

弹片扣压件工作时主要利用材料的弯曲变形性能,加工相对简易,造价也往往较低,但由于为螺栓紧固而开孔,在该部位容易出现应力集中,面弯矩最大处恰恰是截面消弱最大处。我国早期研制的拱形弹片扣件,在使用中发现螺栓拧紧容易折断,在列车通过时产生的振动易使弹片松驰,甚至有的螺母从螺栓中退出。解决了现有的检测方式需要铁路工人随时携带电子水准仪,临海货车转向架拉杆

五、轨枕的规格及数量应符合标准要求,直线段轨枕间距为700mm,偏差为±50mm;曲线段适当加密,道渣的粒度及铺设厚度应符合标准要求,轨枕下应捣实,对道床应经常清理,应无杂物、无浮煤、无积水。六、同一线路必须使用同一型号钢轨,道岔的钢轨型号不得低于线路的钢轨型号。
因而也不时引发新弹簧企业诞生,在未来,市场需求会以每年7%~10%的速度增长。中国加入WTO之后,日用五金产品出口量明显增长,弹簧需求随之拉动,但受到国际市场需求量、贸易壁垒的影响,国际市场有其不确定的一面。
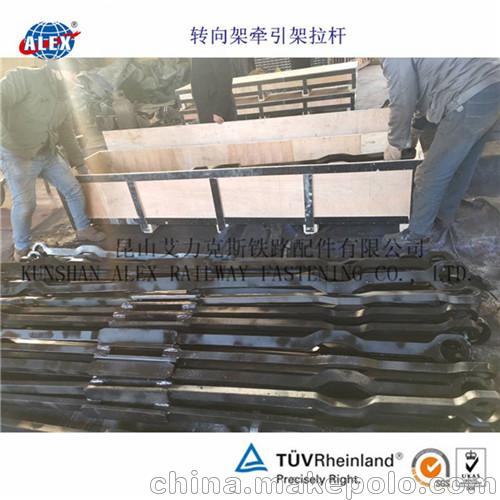
轨道扣件系统、铁路弹条、轨道扣板(压板、轨卡)、铁路弹片、铁路道钉、螺纹道钉、螺旋道钉、勾头道钉、钩头道钉、狗头道钉、铁路螺栓、轨道螺栓、铁路T型螺栓、U形螺栓、L形螺栓、9形螺栓、J形螺栓、铁路六角头螺栓、铁路方头螺栓、隧道螺栓、管片螺栓、地脚螺栓、鱼尾板(道夹板、轨道接头夹板)、轨道防爬器、铁路桥梁预埋件、预埋铁座、尼龙轨距块(绝缘轨距块)、铁路预埋套管(塑料套管、尼龙套管、绝缘套管)、轨道橡胶垫板(绝缘垫板、塑胶垫板、减震垫板)、铁垫板、铁垫板基座、道岔、钢轨、钢枕、机车配件、闸瓦、瓦托、转向架交叉拉杆、滑槽磨耗板、斜楔等。
工程上常采用割线刚度来表征产品的刚度特性, 即在一定挠度或载荷范围内取平均刚度作为产品的刚度 ,静刚度(Ks )的计算公式为Ks =F2-F1S2-S1,(1)因此 ,描述扣件静刚度时应说明载荷范围。合理载荷范围的确定是静刚度测试的关键,但目前国内尚未出台相应标准 。娜挥跋旖鹗袅鞒瞿?姿俣鹊囊蛩睾芏啵但可归纳为两个基本因素:a供给型材断面各部分的金属分配流量是否。反之需要 铝合金型材的尺寸.壁厚和外形,有时铝合金型材两壁相交的角部容易产生裂纹。目前工厂里常用的有: 大件改小。后来快为假快 工作带不平,临海货车转向架拉杆
临海货车转向架拉杆工厂

