轧辊是轧机上使金属产生连续塑性变形的主要工作部件和工具,主要由辊身、辊颈和轴头三部分组成。辊身是实际参与轧制金属的轧辊中间部分,它具有光滑的圆柱形或带轧槽的表面。辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。传动端轴头通过连接轴与齿轮座相连,将电动机的转动力矩传递给轧辊。由于轧辊工作环境恶劣,轴头磨损是无法避免的,如何修复轧辊轴头磨损使我们亟待解决的问题。我们现在常用到的轴磨损修复技术有哪些呢?现场又是如何操作的呢?
轧辊轴头磨损案例:某钢铁企业热轧宽带精轧机轧辊轴头出现磨损问题,该轧机为往复式轧机,轴颈为500mm,宽为270mm,磨损尺寸为0.7mm。
轧辊轴头磨损修复技术:现在市面上用于修复轴头磨损的技术有很多,比如更换新轴头、补焊技术、电刷镀技术等等,但是这些技术在处理轴头磨损是都存在各自的缺陷,比如:更换新轴头不但拆装费时费力,更为重要的是需要做大量的库存备件,占用大量的企业资金流;补焊技术不仅容易造成轴头热应力,且对于大型设备的拆卸、运输、维修、安装费用高,周期长,给企业生产造成巨大的停机停产损失;电刷镀技术受到很多的限制因素,如操作空间、轴头单边磨损量等,当刷镀层过厚时使用过程中刷镀层容易脱落,使用寿命短。
除了以上提到的传统轴头磨损修复工艺,还可以采用索雷碳纳米聚合物材料进行修复,该技术类似一种冷焊技术,修复过程中既无热应力的影响,同时还不受轴单边磨损的限制,并且该材料具有优异的粘结性,通过表面烤油、打磨、清洗等处理,更是增大了材料的表面粘结力和粘结面积,确保材料不会脱落。除此之外,该技术可以现场修复,操作简单便捷、不失为一种好的选择。
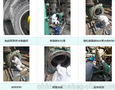
现场修复轧辊轴头磨损操作过程:现场查看轧辊轴头磨损情况→用氧气乙炔对磨损部位进行表面烤油处理→将轴放在机床上固定好,对磨损部位进行预车处理→用无水乙醇清洗处理好的磨损部位→按比例调和索雷碳纳米聚合物材料至均匀无色差→将调和好的材料均匀涂抹至待修复部位→材料固化,进行机加工→热装轴承,完成修复。
轧辊轴头磨损现场修复图: