某造纸企业纸机烘缸由于轴承固定圆螺母产生松动,经过长时间运行过会产生轴承窜动,从而导致烘缸轴颈磨损严重,设备数据如下:轴颈锥度为1:12锥,轴承型号为23148CAMKE4C4S11,磨损深度为3-4mm不等,磨损宽度为128mm。
v 由于该烘缸轴拆卸离线修复难度大,费时费力,且修复成本加上停机造成的损失太大,所以企业想要在线修复,那关于烘缸轴颈磨损在线修复的技术有哪些呢?
电刷镀技术可以实现在线修复,但是其刷镀涂层受到磨损量的限制,一般电刷镀涂层刷镀厚度小于0.2mm,当磨损量大于0.2mm时,其刷镀效率将成倍下降,且刷镀层过厚时,使用过程中刷镀层容易脱落,使用寿命短。同时对于磨损深度2-3mm的情况来说,该技术无法实现在线修复。除此之外,索雷碳纳米聚合物材料修复技术也可以在线修复磨损的烘缸轴颈磨损,同时该技术对于轴单边磨损量也没有严格的要求,并且该材料具有优异的粘性性能,通过表面烤油、表面打磨、表面清洗等处理,增加了材料表面的粘结力和粘结面积,保证材料不会脱落。
v 针对于该纸机烘缸轴颈磨损问题,索雷技术修复原理是利用前轴肩或者后轴肩作为修复基准面,通过定位点保证同心,同时利用轴承内圈作为工装修复轴的表面圆度、锥度及基本尺寸,在线修复教程如下:
1. 现场查看纸机烘缸轴颈磨损情况,测量轴磨损尺寸;
2. 表面处理:先用氧气乙炔火焰对修复部位进行表面烤油处理,然后用磨光机对修复部位进行打磨处理,并清除轴颈所有高点,随后用无水乙醇清洗打磨干净的修复部位;
3. 空试轴承,轴承空试无误后,用无水乙醇清洗轴承内圈表面并涂抹索雷SD7000脱模剂;
4. 按比例调和索雷碳纳米聚合物材料,调和至无色差为止,并将调和好的材料涂抹至修复部位;
5. 安装轴承,加热固化提高材料性能;
6. 拆卸轴承,测量修复后轴颈尺寸,尺寸无误后安装轴承,即可完成修复。
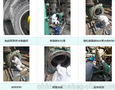
v 在线修复纸机烘缸轴颈磨损现场图片