
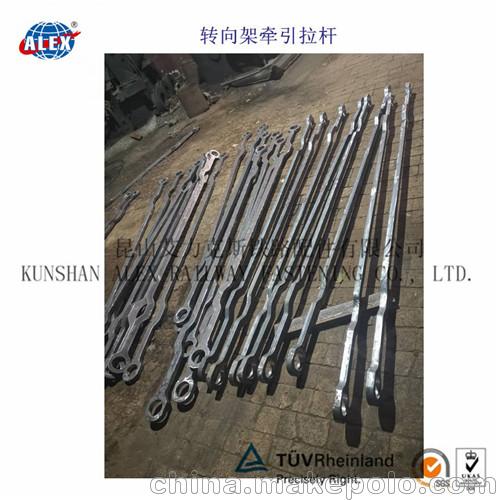
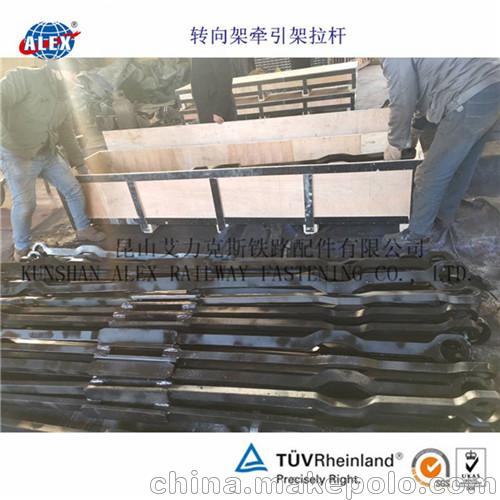
桐城货车转向架交叉杆供应商
还 一些自身研发能力比较强的企业,则通过加大科研投入的,不断地模具生产技术。 6、线程 如果你的模具包含一个线程,总是安排它垂直分型线,这将确保该脆弱线程不被损坏。 2,流道高度光洁无死角,保证快速换色,防止材料降解,提率。 2、强耐性 模具的作业条件大多非常恶劣,有些常接受较大的冲击负荷,然后致使脆性开裂。 塑胶模具结构按功能分,主要由:浇注、调温、成型零件、排气、导向、顶出等组成。弹簧的制造材料一般来说应具有高的弹性极限、疲劳极限、冲击韧性及良好的热处理性能等,常用的有碳素弹簧钢、合金弹簧钢、不锈弹簧钢以及铜合金、镍合金和橡胶等。弹簧的制造方法有冷卷法和热卷法。弹簧丝直径小于8毫米的一般用冷卷法,大于8毫米的用热卷法。具备了通过蜗轮旋转带动螺纹杆转动的功能,

在铝型材生产时, 双色模具成型注塑特点具体在: 1、双色注塑模具成型注塑塑料制品要选用热性好、熔体黏度低的原料,以避免因熔料温度高,在流道内停留时间较长而分解。 4、氧化、脱碳性 高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不,产生麻点倾向小。同时,由于、新加坡和等和地区的制造业生产点外移呈不可逆转之势,更加开放的内地自然成为,模具企业势必跟进。在这里你可以了解到许多。根据国外经验, 最合理载荷范围不仅取决于线路条件(轴载 、安全系数等),还取决于扣件本身的实际静刚度大小, 即使应用于同一条线路的扣件,若静刚度不同(或不相近),测试时也应采取不同的载荷范围 。因为即使在相同轴质量条件下,扣件静刚度不同,钢轨最大支撑力也会相应改变。

标记代号中“?”和点后数字部分的含义表示屈强比,即公称屈服点或公称屈服强度与公称抗拉强度之比。如4.8级产品的屈服点为320 N/mm2。不锈钢产品强度等级标志由“—”隔开的两部分组成。标志代号中“—”前符号表示材料。固定插筒(3)的内部放置有E型弹条(4),桐城货车转向架交叉杆

研发适应不同线路条件的客运专线扣件系统,弹条IV型扣件系统--无挡肩有砟轨道用,弹条V型扣件系统 --有挡肩有砟轨道用,WJ-7型扣件系统--无挡肩无砟轨道用,WJ-7A型--最高速度250km/h,WJ-7B型--最高速度350km/h,WJ-8型扣件系统--有挡肩无砟轨道用,WJ-8A型--最高速度250km/hWJ-8B型--最高速度350km/h。
我国早期研制的拱形弹片扣件,在使用中发现螺栓拧紧容易折断,在列车通过时产生的振动易使弹片松驰,甚至有的螺母从螺栓中退出。另外轨距挡板在振动作用下易爬上轨底,造成轨距扩大,由于这种情况,目前在除地铁线路上DTⅠ、DTⅡ扣件采用弹片作为扣压件外,其它轨道线路上已不再采用弹片式扣件。
我们提供的产品如下:
1.铁路紧固系统/ E系列弹条扣件系统/ W系列弹条扣件系统/SKL系列弹条扣件系统/FAST快速弹条轨道扣件系统/ FIST菲斯特弹条扣件系统/ Nabla那不拉(那布勒)弹片扣件系统/KPO型扣板扣件系统及国内外各种特殊规格的轨道扣件系统等;
2.弹条/PR型弹条/E型弹条/SKL弹条/RST弹条/FAST弹条/SFC弹条/Ⅰ型弹条/Ⅱ型弹条/A型弹条/B型弹条/Ⅲ型弹条/ω形弹条/W形弹条/W1型弹条/ W2型弹条/X2型弹条/ X3型弹条/小阻力弹条/立式弹条/异形弹条等;
3.弹片/Nabla(纳布勒)弹片等;
4.扣板/压板/轨卡等;
5.垫圈/平垫圈/单层弹垫/双层弹垫/多层弹垫等;
6. 螺母螺帽/六角螺母/四方螺母/法兰螺母/异形螺母等;
7.防爬器/轨道防爬器等;
8.螺栓/铁路螺栓/管片螺栓/地脚螺栓/鱼尾螺栓/马车螺栓/双头螺栓/T型螺栓/方头螺栓/六角头螺栓/哈克螺栓/高强度螺栓/地铁螺栓/隧道螺栓/特制螺栓等;
9.道钉/螺纹道钉/螺旋道钉/尖尾道钉/钩头道钉/勾头道钉/狗头道钉/其它铁路道钉等;
10.铁垫板/铁垫板基座/铸造铁垫板/铸造铁垫板等;
11.鱼尾板/铸造鱼尾板/锻造鱼尾板等;
12.橡胶垫板/绝缘垫板/减震垫板/复合垫板/调高垫板/天然橡胶垫板/HDPE垫板/EVA垫板/丁苯胶垫板/聚乙烯垫板/橡塑合成垫板等;
13.轨距块/尼龙轨距块/绝缘轨距块/轨距挡板/挡板座等;
14.预埋套管/塑料套管/尼龙套管/绝缘套管/改性增强尼龙套管等;
15.预埋件/铁路桥梁预埋件/预埋铁座/预埋座等;
16.火车机车配件:闸瓦、闸片、瓦托、制动梁、转向架拉杆、斜楔、滑槽磨耗板、制动梁安全链等;
17.道岔/单开道岔、对称道岔、渡线道岔、交叉渡线道岔、对称组合道岔、菱形交叉道岔、四轨套线道岔等;
18.钢轨/国标钢轨/美标钢轨/英标钢轨/德标钢轨/UIC钢轨/槽型钢轨/澳大利亚钢轨/欧标钢轨/印度钢轨、南非钢轨、日标钢轨等;
19.钢枕等;
较少备件且作业方便模式实现钢轨高低左右位置调整总结我国无砟轨道工程实践经验,钢轨高低和左右位置调整量较大而且要求进行精细调整。因此采用的扣件系统结构应具有采用较少备件而且作业方便的模式实现调整钢轨高低和左右位置。 7、 前侧SPRUE的深度不要超过65mm。所谓节能就是尽可能地能源消耗量,生产出与原来同样数量、同样的产品;或者是以原来同样数量的能源消耗量,生产出比原来数量更多或数量相等更好的产品。没有经过专门训练的人一般难霰泶锴宄,那么塑胶模具的制作工艺复杂吗?就让小编带着大家来简单的了解一下吧。那么,注塑脱模剂怎么会到注塑出来的塑胶产品上呢,到底是什么原因造成的呢? 要么就是使用注塑脱模剂的不对 或者是喷注塑脱模剂过多的原因 。桐城货车转向架交叉杆
桐城货车转向架交叉杆供应商

