啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。在计算机及检测设备的配合下,借助监控组态软件平台,啤酒生产厂家可根据不同需要选择不同控制方案,实现生产过程温度、压力、浓度等参数的精确调节,确保生产工艺要求。
在啤酒生产中,糖化工段的升糖工艺曲线,发酵工段的降糖工艺曲线,都决定了啤酒的质量,如以糖度线为目标进行自控, 就能保证啤酒质量的平稳性。啤酒生产是一个生化反应过程,其生化参数指标控制的优劣决定了啤酒的质量和风味。传统的啤酒生产采用控制压力,温度等物理参数达到控制生化参数的目的。但由于生产设备、原料化学成份的差异,使得产品质量和风味的平稳性得不到有效地控制,这是目前啤酒生产中普遍存在的问题。
几十年来的啤酒产业发展,是一个工业化到自动化不断演变的过程。啤酒产业的未来也应与其它流程行业相似,逐渐向管控一体化方向过渡,使生产数据更好地整合到经营决策渠道,生产控制模型将愈加趋于合理,智能化程度也将得到进一步提高。
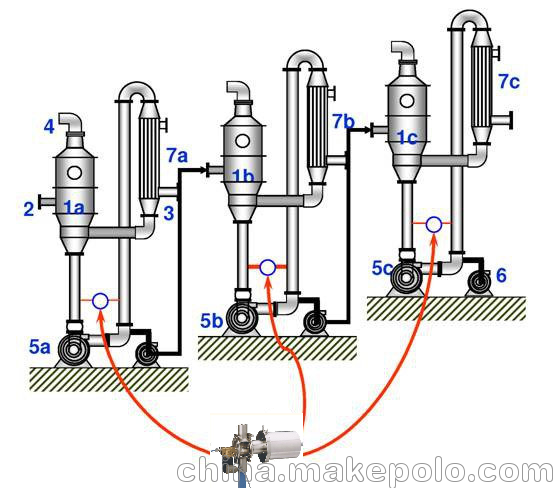
博芮思啤酒酿造原麦汁浓度在线测量仪采用临界角检测原理,检测不受物料的颜色,浑浊度,气泡,固体颗粒等杂质的影响、具备高精度的自动温度补偿功能。可以安装在不同管径的管道或者罐体容器壁上,进行糖度监测和控制,可以直接显示百分百糖度(BRIX)、折射率(R.I.)、锤度(BRIX)、固形物含量(S.G.)、密度(T.T.A)或用户自定义的单位。全屏蔽抗干扰设计,光电信号直接转换处理,摒弃不耐振动和高温的影响的缺点,保障了在线测量的精度及延长仪器使用寿命。内置光纤光路传导系统,拥有优秀的抗震性能和高稳定性、内置温度传感器和干燥剂有效监测仪器的运行状态。可以现场显示并可以将信号数据传输至中控电脑进行监测和控制,实现数据存储、打印、追溯等功能。
博芮思啤酒酿造原麦汁浓度在线测量仪的优点:
1.在线连续检测,不再需要人工频繁取样实验室检测,节省大量人力、财力
2.消除人工检测误差,保证产品一致性
3.连续测量,迅速反馈,提升产品质量
4.提高自动化程度,相关的浓度数据可通过组网的形式与中控室连接
5.不受介质中气泡、短毛、纤维杂质等影响