某企业焙烧车间点检人员在正常巡检过程中发现ID风机传动侧轴承位振动过大,同时伴随着温度升高,拆检后发现传动侧轴承位已经磨损严重,轴表面出现凹痕。设备数据如下:风机轴承为FAG22240MB.C3,轴承位φ200mm,挠性联轴器,叶轮有效直径2190MM,设备由1590kw三相异步电机驱动,转速1450r/min,风机轴碳环密封、包含甩油环,磨损深度为3mm。
遇到该风机轴磨损问题,我们应该如何修复呢?
由于该风机轴承位是稀油飞溅式润滑且轴承座无水循环降温,受悬浮焙烧炉内高温影响,轴承位温度要大于80°C,所以我们建议用索雷SD7104材料进行修复,该材料是一种由碳纳米材料增强的高性能聚合物材料,材料优点在于有良好的抗高温性能、综合力学性能和粘结力,可很好的粘着于各种金属、混凝土、玻璃、塑料、橡胶等材料。同时良好的机加工和耐磨性能可以服务于金属部件的磨损再造,像各种轴承位、干燥器轴承位、纸机烘缸轴头、轴承室(座)、键槽、螺纹等的磨损修复,以及铸造缺陷、裂纹、液压缸(活塞)划伤、各种跑冒滴漏、泵、水轮机等的修复与保护都可以用该材料哟!
现场修复风机轴磨损操作步骤如下:
1. 现场查看风机轴磨损情况,并测量轴磨损尺寸;
2. 表面处理:用氧气乙炔对修复部位进行表面烤油处理,然后用磨光机将修复部位表面打磨粗糙、干净,以提高材料的粘结力,同时用无水乙醇清洗打磨干净的修复表面、清洗工装内表面;
3. 空试工装,工装空试无误后用无水乙醇清洗内表面,并在工装内表面刷涂索雷SD7000脱模剂;
4. 根据磨损尺寸计算索雷碳纳米聚合物材料的用量,然后按比例调和材料,并将调和好的材料均匀涂抹至待修复部位;
5. 安装工装,材料加热固化;
6. 材料固化后拆卸工装,何时修复后的尺寸并去除多余材料;
7. 热装轴承,完成修复。
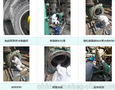
风机轴磨损修复现场图片: