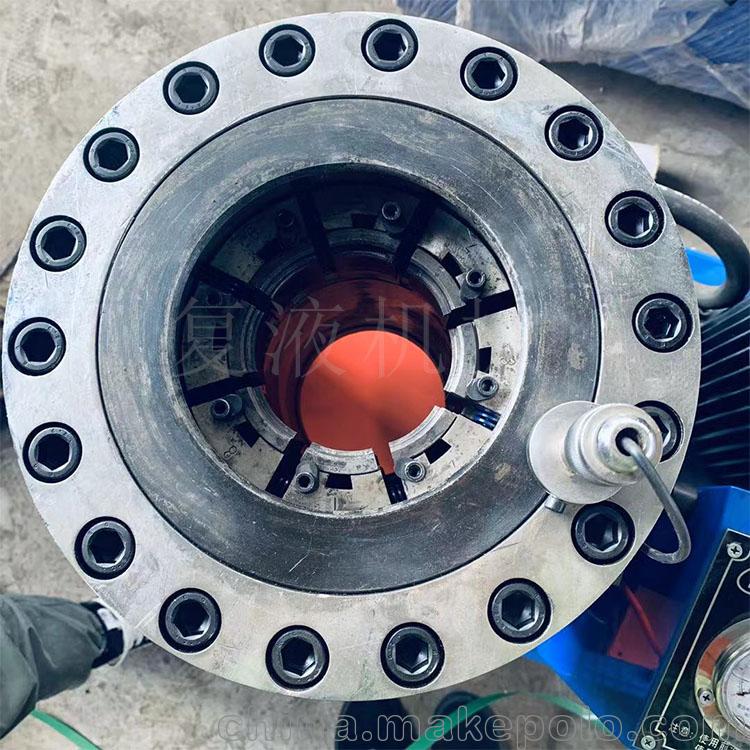
脚手架缩管机 防尘缩口机 架子管压管机 建筑钢管扣压机 欢迎选购

邢台复液机械制造有限公司
中国 邢台
产品属性
图文详情
品牌推荐
品牌
复液
型号
500
型式
立式扣压机
取出方式
分模式扣压机
动力类型
电动式扣压机
扣压力
31.5kN
通孔长度
0.01mm
扣压范围(内径)
1mm
扣压频率
30
扣压控制精度
0.1mm
标尺精度
0.02mm
最大扣压力
150T
油泵排量
10m1
外形尺寸
750*500*910mm
总重量
270Kg