风机轴磨损情况:某企业风机在更换轴承时发现传动侧轴承位和支撑侧的轴承位均出现磨损,其中磨损直径尺寸为0.85mm至1.00mm。由于该风机是脱硫风机对于环保指标非常重要,因此企业只能打麻点进行应急处理,但是随着开机时间的不断延长,设备震动非常严重,给生产带来极大安全隐患。
v 随着科技的不断进步和发展,轴磨损修复技术发生了重大变化,你还在用传统的补焊技术修复风机轴磨损么?
长期以来,当企业遇到轴磨损问题后一般会选择用补焊技术进行修复,但是补焊技术本身存在热应力问题,容易导致轴弯曲变形,同时可能造成焊接部位裂纹,在后续运行过程中存在断轴的风险。基于此,小编为大家推荐一种更为安全可靠的轴磨损修复技术——索雷碳纳米聚合物材料,该技术是一种冷焊技术,在线修复过程中不和产生高温,避免了补焊技术热应力的问题,修复及后续使用过程中更为安全可靠,同时该技术对于轴单边磨损量也没有严格的限制,应用范围更广泛。
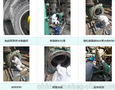
针对于该风机轴磨损情况整个修复过程也很简单:现场查看风机轴磨损情况→表面烤油处理→表面打磨处理→表面清洗处理→按比例调和索雷SD710H材料并涂抹至磨损部位→安装工装并加热使材料固化→材料固化后拆卸工装,去除多余材料→轴承安装到位,整个修复工作结束。
风机轴磨损现场修复图: