试分析发动机凸轮轴磨损原因:
1. 当凸轮轴在额定转速时线速度高达1. 3 m/s,在驱动柱塞上行的供油过程中,受燃油压缩压力和弹簧压力的影响,凸轮表面所受摩擦力和压力都相当大,当转过死点后凸轮反面承受弹力的冲击,因此凸轮两侧出现不同程度的磨损,特别是凸轮升程一侧,除磨损外并有点状疲劳麻坑。当凸轮表面出现麻坑,表面粗糙度下降后,若继续使用将加速磨损。
2. 油泵组装时,如果推杆在组装过程中出现轴线偏斜,将导致滚轮与凸轮轴凸轮不是线接触,而是出现了点接触,致使受力不均,引起滚轮滚动不畅,导致滚轮与凸轮工作面磨损加剧。
3. 喷油泵下体与凸轮采用压力润滑,通过空心螺栓、供油小铜管、接头体给泵下体进行供油,由于空心螺栓、供油小铜管和接头体的堵塞往往造成润滑凸轮和滚轮供油不畅,凸轮和滚轮产生的热量不能及时散失,导致凸轮和滚轮拉伤以及滚轮铜套磨损超限,滚轮在凸轮上滚动造成对滚轮的冲击,加剧铜套和定位销的磨损,也会造成铜套抱死在销轴上。滚轮和凸轮发生滑动摩擦,表现为滚轮形成不规则的椭圆和凸轮顶部严重损坏。
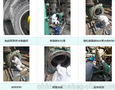
发动机凸轮轴磨损修复经验教程:
1. 表面处理:用氧气乙炔对发动机凸轮轴磨损部位表面进行烤油处理,直至无火花四溅为止,然后对磨损部位进行打骂点支撑,然后对凸轮轴磨损部位进行打磨处理露出金属原色,随后用无水乙醇清洗打磨干净的磨损部位;
2. 空试轴承,空试无误后用无水乙醇清洗轴承内表面并涂抹索雷SD7000脱模剂;
3. 按比例调和索雷碳纳米聚合物材料,调和至均匀无色差,然后将调和好的材料均匀涂抹至待修复部位;
4. 安装轴承,材料加热固化;
5. 拆卸轴承,去除表面多余材料,二次涂抹材料;
6. 安装凸轮并保证凸轮的位置和方向,确保修复后的使用效果,即可完成修复。
发动机凸轮轴磨损修复案例欣赏: