烘干破碎机轴颈磨损案例:锤式烘干破碎机轴颈磨损,型号为PCG4828,规格为Ø4800mm*28mm,能力为120t/h,转速为138r/min,轴径为480h9,轴承位宽310mm,轴承型号为23184,紧定套配合,进口烟气为600-730℃、出口烟气为120-100℃,轴承位温度为60-80℃。
烘干破碎机轴颈磨损修复技术如何选择:解决轴颈磨损的修复技术有很多,比如更换新部件、补焊技术、电刷镀技术,除此之外还可以采用索雷碳纳米聚合物材料进行修复。综合考虑,索雷技术修复轴颈磨损更为安全可靠:该技术在线修复过程中不会产生高温,避免了热应力的影响,并且对于轴单边磨损量也没有严格的要求;同时该技术修复过程便捷,不需要进行大量的拆卸,仅对修复部位拆卸即可,修复时间短,修复效率高,为企业节省了大量的人力、物力、财力。
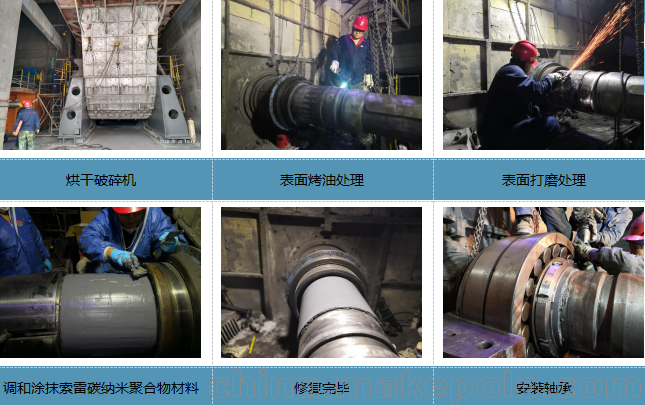
针对于烘干破碎机轴颈磨损,修复步骤如下:现场查看烘干破碎机轴颈磨损情况,用外径千分尺测量前轴肩定位尺寸,加工相应的卡尺→用氧气乙炔火焰对轴颈磨损部位进行表面烤油处理,直至无火花四溅为止→用磨光机对磨损部位进行表面打磨处理→用无水乙醇清洗打磨干净的磨损部位→利用卡尺沿基准面确定同心并利用紧定套试装,确定基本尺寸→按比例调和索雷碳纳米聚合物材料,调和至均匀无色差→将调和好的材料均匀涂抹至待修复部位→用无水乙醇清洗紧定套内壁,并擦涂SD7000脱模剂→安装紧定套,材料固化→材料固化后拆卸紧定套,检查修复尺寸→再次调和适量材料并涂抹至缺损部位,直至尺寸恢复→试装紧定套,清除高点直至装配到位→再次涂抹材料,并在紧定套内擦涂脱模剂然后安装到位→热装轴承紧固螺母,并测量游隙。
烘干破碎机轴颈磨损修复现场图如下: