



一、焊接方式及适用范围:
1、该设备主要用于筒体或平板直缝的自动焊接。
2、 该设备采用MIG或TIG(氩弧焊)+自动填丝,自动焊接方式,工件琴键压紧,焊枪行走。
3、焊接工件情况:各种低碳钢或不锈钢材料筒体纵缝自动焊接,直径:φ180~φ800,长度:0~1300mm,厚度:0.5~3mm。
二、设备基本结构
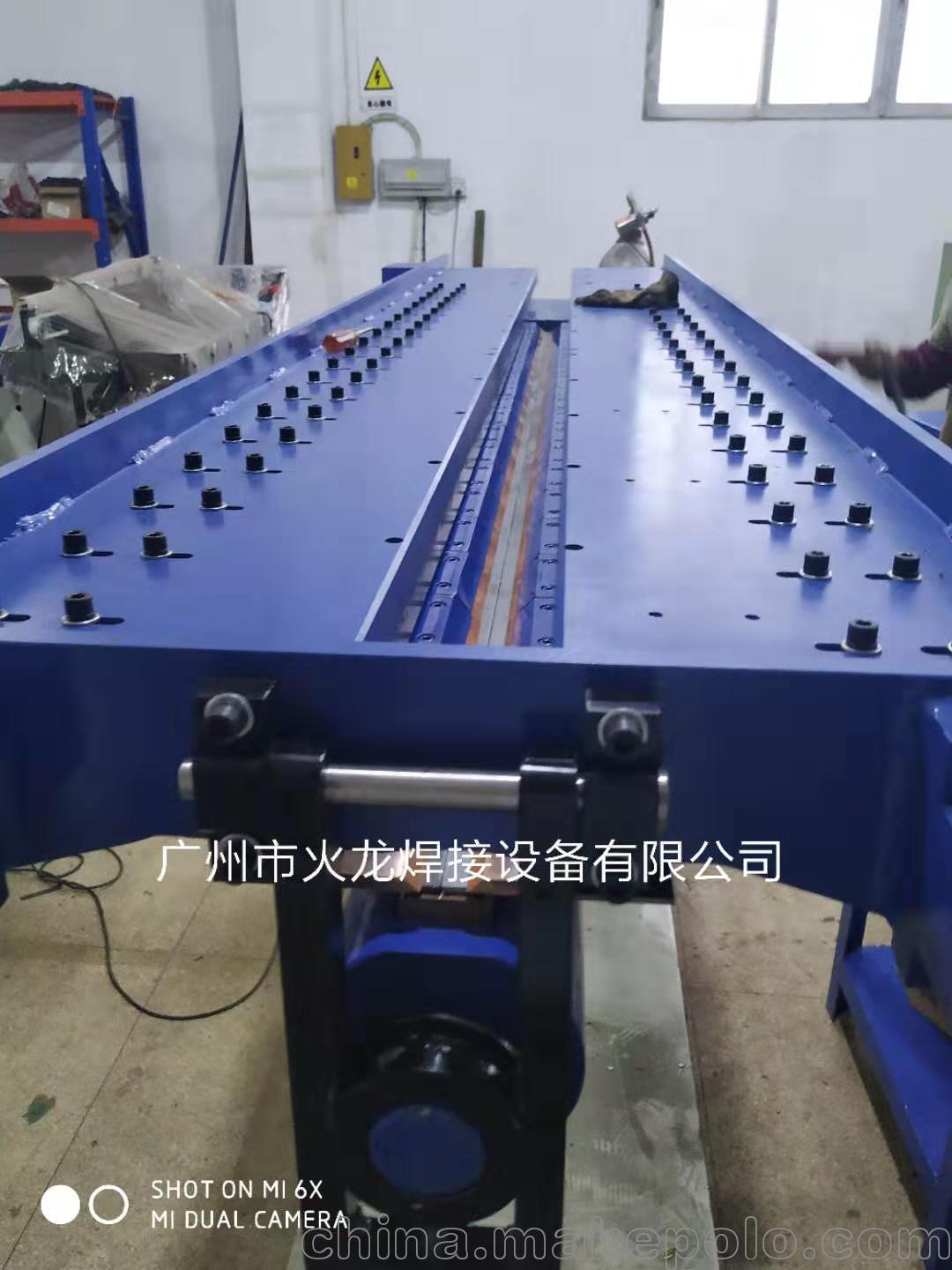
本设备焊接主机(ZF-1300纵缝焊接机床)采用悬臂式单立柱结构,主要由床身、琴键压板机构、横梁机构、水冷焊接芯轴(内嵌铜制焊接胎具)、焊枪提升机构、焊枪微调节机构、焊接电源、焊枪和电气控制系统等组成。
特点:
l横梁机构采用直流电机驱动,滚珠丝杆传动的焊枪直线移动拖板及导轨。
l焊枪升降采用气动提升机构,气缸推动,直线导轨导向。
l采用气动琴键式压板夹具和铜衬垫,保证工件受压力均匀以及焊缝背面成形。
l焊枪微调节机构用于焊枪初始焊接位置的微调对中。
l芯轴上安装紫铜条衬垫,保证内部焊缝成型,紫铜条衬垫整体式组合,烧损后便于更换。
三、电气控制系统:
整机控制采用PLC可编程控制器作为主控单元,触摸屏人机界面显示和设置参数。独立焊枪行走调速电路,具有手动调整和自动焊接两套控制功能,在“调整”状态实现焊接速度调节、琴键压板动作、焊枪提升机构动作及焊枪位置的调整。在“自动”状态,实现焊接过程的自动完成。具有焊接速度数码显示、焊接长度数码预置等功能。
四、自动焊接程序:
人工将工件推入套进芯轴上,手动挂钩锁紧芯轴→对中工件的焊缝位置→踩脚踏开关→琴键压板将工件压紧→按“焊接”按钮→焊枪自动下降→到位后焊接电源自动引弧→达到一定焊接电流后焊枪自动行走、开始正常焊接过程→达到设定焊接长度后自动/手动停止焊接、焊枪自动升起→焊枪自动高速复原位→松开压板、卸下工件完成自动焊接。
五、主要技术参数:
外界电源 | 三相50Hz AC 380V |
焊接工件厚度 | 1.0~6mm |
焊接工件直径 | φ150~φ800 |
焊接工件有效长度 | 0~1500 mm |
拖板移动速度范围 | 100~1000mm/min(无级调速) |
焊枪气动升降行程 | 100mm |
焊枪手动微调空间 | 60mm×60mm |
焊枪手动调节角度 | ≤90° |
压缩空气压力 | 0.5MPa以上 |
设备噪声 | ≤75dB |
六、其他:
零件精度要求符合图纸要求。
平板圈圆合缝处应控制间隙在5mm内,焊缝区域不得有明显影响焊接质量的毛刺、油污等因素。
对2mm以上工件焊前应合缝并点定,并加引弧板。




