滚焊机焊接电源:分交流和次级整流式直流两种。按工件对象、焊接工艺要求选定。
调速转动机构及控制器:采用变频调速、齿轮减速器转动;控制器是用作焊接全过程的一个重要单元。缝焊机分为交流、次级整流式直流缝焊机两类。前者适用于焊接无镀层低碳钢及合金钢材料的工件;后者适用于焊接不锈钢、铝、铝合金、钛、钛合金、镀层钢板等材料的工件。焊机基本型式分为横焊(H)和纵焊(Z)。
滚焊机与普通交流滚焊机比较具有以下优点:
1、节省能量:中频滚焊机同使用低频比较可减少电能的消耗,同等重量之变压器可输出更多能量,可方便地与大型自动焊钳配套使用。适用于焊接厚的工件和高传导性的金属。如铝和所有镀锌钢板等。一般说来,体积小、重量轻的系统可加速移动,缩短工作周期,是焊接机器/自动机械优质的配套方案。
2、在半自动装置中一个中频焊接变压器可以取代许多低频变压器,减少二次回路并联的情况。
3、滚焊机改善功率因数,降低生产成本。
4、在张开面积很大的二次回路中可减少干扰:焊接电流为直流,当二次绕组中有感应/具磁性的材料时,不会影响焊接。
5、使供电设备的负载平衡:中频逆变式滚焊机采用三相电源并可储存能量。
6、对电网的波动及压降的适应性更强:滚焊机能量有一部分被逆变器储存再供给负载,取代了直接从电网给负载供电的方式。
7、更为精确、快速的电流控制:与低频系统相比能更多、更准确的分析参数。
8、滚焊机能更快达至设定电流:中频在调节焊接电流时可比传统技术快20倍。
9、过程更为可靠:大部分应用阻焊的金属采用直流焊接效果会更好。
直流滚焊机参数
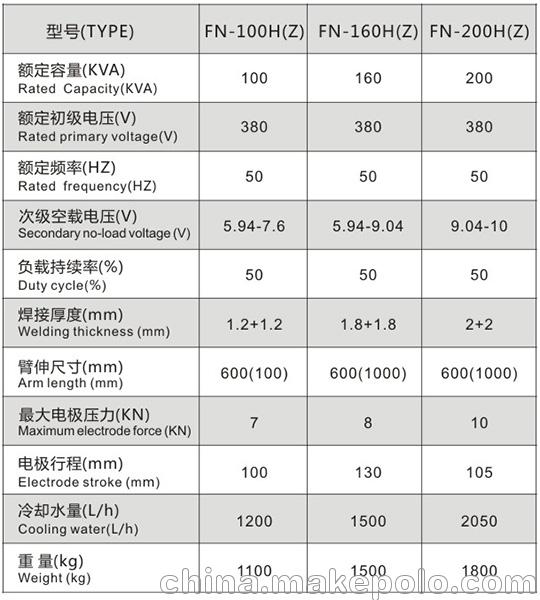
交流滚焊机参数

联系人:陆工
手机:18121508098






