德国进口Karl Klink拉床 -德国进口Karl Klink立式拉床 -德国进口Karl Klink卧式拉床 -德国进口Karl Klink外拉床 -德国进口Karl Klink干式拉床 -德国进口Karl Klink硬拉床 -德国进口Karl Klink液压拉床 -德国进口Karl Klink数控拉床 | |||||||||||
公司概要
| |||||||||||
公司总部位于德国进口Niefern,子公司位于法国,一共约有220名员工。多亏于创新的工具具和机床技术,Karl Klink在过去几年内占有较大的市场份额。积极的员工、以客户为导向、在现代生产技术方面的投资以及根据DIN EN ISO 9001,VDA6.4要求研发、生产、服务,使Karl Klink成为拉削领域的专家。 | |||||||||||
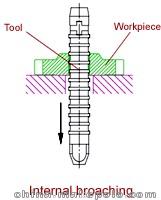
技术 对于在金属工件上切割复杂轮廓的大批量生产,拉削是最合理的加工方式。如要求高的切削能力和精度。这种优势在于它的技术原理:该轮廓通过多齿工具具一次走工具完成切割,工件待切除的材料通过拉削工具上一个接一个的切削刃依次去除。在此,技术复杂点由其他工序的进给运动替换为带齿切削刃的移动。对于内拉削,加工从开口开始,而外拉削,则在工件的外面开始。拉削行程可以是立式或者卧式,切削运动可以是直线或螺旋式。 | |||||||||||
·内拉削
| |||||||||||
典型的实例如直齿内轮廓的形成,它从工件上开一个圆孔开始。切削运动是一条直线,工件置于未夹紧的拉削支架上,并与拉削工具同轴。内拉削的一种特殊形式为螺旋式拉削。 | |||||||||||
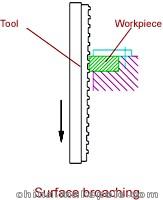
·外拉削
| |||||||||||
在外拉削中,拉削是从工件的外表面开始。因为有偏向力的作用,工件必须用夹具夹紧。 | |||||||||||
·硬拉削 对硬制工件进行精拉,拉削速度超过60m/min,使用涂有硬质合金的拉削工具套的特殊拉削工具。 | |||||||||||
·螺旋拉削 使用螺旋拉削工具拉削内螺旋轮廓,拉削工具刃相对于工件的螺旋运动是数控的。 | |||||||||||
·干拉削 在拉削速度25m/min,使用特殊涂层的拉削工具进行无冷却剂拉削。 | |||||||||||
机床 | |||||||||||
(1)拉床分类
| |||||||||||
双柱驱动
| |||||||||||
自动上下料系统 | |||||||||||
从运动学角度来看,拉床属于相对简单的机床,其结构可做如下分类: | |||||||||||
·根据拉削过程,分为外拉床和内拉床 | |||||||||||
·根据主轴位置,分为卧式拉床和立式拉床 | |||||||||||
·根据主轴驱动,可分为液压驱动拉床和机电驱动拉床 | |||||||||||
·专用拉床(如筒形拉床,链式拉床) | |||||||||||
立式结果设计优点 | |||||||||||
·需要的占地面积较小 ·拉削工具静载荷作用下无弯曲 ·更好的冷却效果 ·更好的连接生产线 | |||||||||||
卧式结构设计优点 | |||||||||||
·较低的总高度 ·更大的行程长度 ·更简单的重型工件横向进给 ·无需工作平台 | |||||||||||
由于拉床运动较为简单,它主要采用PLC控制。拉削任务如螺旋拉削,通常运动较为复杂,需要更高的灵活性适应加工轮廓,因此现在采用最新数控技术。 | |||||||||||
液压驱动与机电驱动对比表: 对于拉削过程,两者之间并没有明显区别。虽然人们说液压驱动机床有阻尼特性因而更受用户欢迎。 | |||||||||||
| |||||||||||
德国进口Karl Klink卡尔科林可内拉床 为了适应不同的加工要求,提供多种形式的立式和卧式内拉床 | |||||||||||
·德国进口Karl Klink卡尔科林可立式内拉床
| |||||||||||
(1)德国进口Karl Klink升降台式内拉床
| |||||||||||
机床采取工具具固定,工件的升降工作台从下向上移动拉削工件。 这种机床的优点: 是地基不需要挖坑或很高的工具具轴。加工过程中运动部件少,仅工件工作台移动,加工和轴的移动同时进行,精度高,加工周期短。 (2)德国进口Karl Klink双立柱升降台式拉床 双柱升降工作台带双驱动,特殊设计: ·特殊刚性机床本体设计 ·带拉削工作站的所有导轨和驱动单元(各2个),采用线性运动。 ·位于工作区域上方的驱动装置,采取从前或后均可轻易调整的开放式设计。 ·特殊刚性的机床本体和位于导轨柱的中心压力应用最大限度的减小了倾斜和弯曲扭矩以及加工过程中的横向压力。 将驱动装置放置于工作区域外部以及开放式设计,放置了一侧的过热,有利于快速均衡温度. 这使得机床稳定性高,工件尺寸精度好,工具具寿命长,导向磨损少.其结果是在长期操作阶段内实现最优的工艺可靠性. 机床自动化程度高:自动上下料可以从机床的后侧实现,在不同水平面上.同时,机床前侧保持干净,允许方便的安装、工具具更换、手动上下料. 为了将双立柱升降台理念应用到相关实际情况中去,我们有3种液压驱动或机电驱动的基本系列. ·液压或电气机械驱动 ·拉床行程600–3000 mm ·拉削力25–1200 kN (3)德国进口Karl Klink特殊设计双立柱升降台式拉床 双立柱升降台机床从普通应用扩展到硬拉、干拉和复杂的螺旋拉削过程. Karl Klink双立柱升降台式机床D驱动是专为以下工艺研发的: ·硬拉拉床 ·干拉拉床 ·螺旋拉床 (4)德国进口Karl Klink单立柱升降台式拉床 与双立柱升降台拉床相比,单立柱设计适用于价格便宜的/性价比高的或安装区域有限制的. | |||||||||||
(5)德国进口Karl Klink硬式拉削拉床
| |||||||||||
这种特殊设计的优秀的配置特点有: ·伺服-液压或机电快速拉削驱动 ·工件轮廓定位校准单元 ·全自动冷却过滤系统(并行的周期时间) 硬式拉削的拉削速度必须要超过60 m/min. 拉削过程中这种极高的速度通常可以通过使用液压或机电驱动实现. 液压驱动与机电驱动相比,它具有优越的动态性和低投资成本.现代液压驱动,随着蓄压器充压,与其他驱动方式相比也可以有效的减少连接载荷,同时还更好的提供了动态性. 伺服-液压驱动在拉削行程中作为带可编程拉削速度的液压数控轴,现在工业化生产中允许的速度是120 m/min. 对于硬式拉削,工件必须要放到校准好的拉削位置,为了允许拉削工具以合适的方式装入.与此同时,工件也要校准好.此处,工件通过芯轴对准在上料卡爪上. 切削油用于冷却和润滑工件.硬拉过程中产生的非常细小、坚硬的切屑必须可靠的过滤出来. 如果切屑通过冷却剂回路到达拉削工位,就会产生很高的工具具磨损.自动边缘间隙过滤器保证了最优的过滤效果,并结合了最少的维护工作. 清洁流程由控制系统最优地集成到机床周期内,不中断生产过程. | |||||||||||
(6)德国进口Karl Klink干式拉削拉床
| |||||||||||
干式拉削的典型设计特点有: ·液压或机电驱动,拉削速度达30 m/min ·漏斗形状的机床洞隙填充 ·有效的通过侧导管负压抽屑 ·工具具冷却 ·拉削工具和拉削支撑的刷子夹具 ·降噪内衬 在工业生产中,冷却润滑液的存储、处理、清理和再循环变得越来越困难,最重要的是,由于严格的环保要求和职业安全条例,成本也非常高. 在湿拉室加工中(振荡冷却),冷却液直接在切削点完成了3个任务,其次,它极为贴近机床内腔: ·润滑 ·冷却 ·切屑运输 冷却剂的这些直接功能可以由在合适基板上覆盖现代具有良好滑动性能、高耐磨性、热绝缘性的硬质材料涂层替代. 拉削速度是25 m/min时,可以获得最长的工具具寿命和最优的表面特性.与湿式磨削相比,它的拉削力只是稍大一点,这归功于干拉区域的良好滑动性能. 在驱动方面,带蓄压器充压的液压驱动更受欢迎,因为它的动态性能更好且投资成本更低. (7)德国进口Karl Klink螺旋拉床 现代螺旋拉床具有以下特点: ·数控运动特性 ·机电驱动,并带有很好的刚性 ·拉削行程中的拉削速度可编程 ·工具具或工件可编程螺旋单元,通过无反向间隙齿轮实现 ·拉削行程中工件液压装夹,带可编程装夹压力 过去,螺旋拉削机床所需要的工具具或工件的旋转运动由主电动机联轴器提供 为了获得最灵活的机床技术,在现代螺旋拉床中通过工件数控直线插补,实现了工具具切削边缘的螺旋式相对运动. 通过数控编程,动态性能适用于新的齿形. 数控螺旋拉床需要高刚性驱动.这意味着在拉削行程中保持编程的拉削速度尽可能的精确(直线度).只有机电驱动能满足这些要求,它广泛使用了滚子主轴. 工件或工具具的旋转需要高抗扭刚度和低反向间隙的齿轮单元,将需要的扭矩转变到螺旋角. 与简单的内拉削应用相比,在螺旋拉削中工件必须装夹好使它不能转动.这通过液压夹具完成.如果是薄壁太阳轮,必须在拉削行程中改变装夹压力. (8)德国进口Karl Klink非升降台式立式内拉床 在传统的立式内拉床中,拉削工具从上到下通过工件.必须要有底座. (9)非升降台式立式推式拉床 拉削工具从上往下通过工件 工具具在下拉削导轨和上驱动拉削导轨间被液压预夹紧,在偏心度和轴向跳动方面获得高精度.由于有拉削工具断裂的风险,推式拉削的使用受限. ·德国进口Karl Klink卧式内拉床 在水平方向进行内拉削. | |||||||||||
德国进口Karl Klink外拉床 | |||||||||||
60年里,KARL KLINK 设计、制造并不断改进立式和卧式外拉床 为了适应不同的加工要求,提供多种形式的立式和卧式外拉床 (1)德国进口Karl Klink立式外拉床 KARL KLINK立式平面拉床具有以下设计特点: ·极稳定和低振动床身,产生热量低 ·床身中心布置的主驱动,带拉削滑台大型滑轨或拉削滑台滚轮导轨的无扭矩连接,带液压间隙补偿 4个系列覆盖了各种各样的工件: ·液压或机电驱动 ·拉削行程1000–3000 mm ·拉削力63 – 1200 kN ·滑轨宽度400 – 1200 mm 工作台功能设计也多样化: ·固定工作台 ·滑动工作台 ·旋转工作台 ·滑动旋转工作台 ·倾斜工作台 ·双工位设计,带两个独立的工具具滑座和工作台 (2)德国进口Karl Klink立式升降台式机床 KARL KLINK也将升降工作台的理念运用到立式平面拉床上,转化成现代化的专利的机床理念. (3)德国进口Karl Klink卧式外拉床 由于它们复杂的形状,平面拉床通常由几个部分组成,拧到或装夹到拉削工具工具柄上. 如果工具具尺寸或重量很大或拉削行程很长,通常都使用卧式拉床. | |||||||||||
特殊拉床 特殊拉床采用特殊设计,为特殊拉削应用提供最优化方案。 这里,强调的是可以是工件范围(例如涡轮),特殊拉削工具的使用(例如筒形拉削工具),特殊工序的应用,例如用链式拉床进行外拉削,或者集成到内连接的生产系统中。 (1)德国进口Karl Klink筒形拉床 如果外部轮廓是覆盖在整个工件表面的,比如同步器轮毂外齿的拉削,需要使用筒形拉削工具.这些工具有专门的筒形拉床,其中压力杆与装夹上的工件一起从下而上移动,通过固定管和内置拉削工具,管内带有狭窄的导向装置. (2)德国进口Karl Klink特殊内外拉床 它用于内齿和外齿的完整加工,结合了内拉床和筒形拉床 (3)德国进口Karl Klink链式拉床 链式拉床是具有极高生产能力的连续表面拉削的特殊机床 (4)德国进口Karl Klink盲孔内轮廓短行程拉床 如果工件尺寸不允许拉削工具通过,那么工具具可以分成几个短的部分和几个单项操作.这种内拉削方法称为短行程拉削. (5)德国进口Karl Klink传输线拉削单元 如果把机床集成于传输线,我们称之为拉削单元. (6)德国进口Karl Klink复合拉削加工系统 这些系统集成了多种加工工艺,如车、钻、铣、螺纹攻丝和最后的拉削. (7)德国进口Karl Klink拉削生产线 大体上, 这是一条拉床的自动化链,包含了一个工件所需的各个拉削加工. | |||||||||||
工具 拉削工具是多齿工具具,切削工具刃按几何依次分布,逐渐增加切削厚度.此处我们区分了平面拉削工具和内拉削工具.这两种拉削工具上我们应用了类似的参数.例如,绿色制造应用的拉削速度是在2-20 m/min之间.使用易切的材料和合适的冷却剂以及优化的工具,工具具寿命可以实现300m. 新工具具技术允许不使用冷却剂拉削.干式拉削方法可以到达类似的工具具寿命.干式拉削速度接近25 m/min,因而可以获得更高的产量.涂有硬质合金的工具具用于硬质工件的拉削.硬式拉削的速度要求是> 60 m/min. 在优化的工艺中, 工具具寿命超过1000 m. 以下是近几年的新研发成果: (1)德国进口Karl Klink硬拉削工具 对硬制工件进行精拉,拉削速度超过60m/min,使用涂有硬质合金的拉削工具套的特殊拉削工具。 (2)德国进口Karl Klink螺旋拉削工具 使用螺旋拉削工具拉削内螺旋轮廓,拉削工具刃相对于工件的螺旋运动是控制的。 (3)德国进口Karl Klink干切拉削工具 (4)德国进口Karl Klink内拉削工具 内拉削工具的组成有:柄部,导向,粗切齿,精切齿,后备齿和后托柄.柄部和后托柄.柄部和后托柄用于把拉削工具支撑在拉床内并标准化.
以下轮廓可以由内拉削工具产生: ·孔 ·键槽 ·花键 ·多边形 ·表面轮廓 ·锯齿 ·渐开线齿 ·特殊轮廓 (5)德国进口Karl Klink特殊齿形内拉削工具 螺旋拉削工具可以拉削螺旋型的内轮廓.螺旋拉削工具要求特定的机床技术,工具具切削刃的螺旋相对运动时机械控制或数控控制. 硬拉削工具可以拉削硬质工件,带或不带加工余量.这些工具具通常包含工具座和硬质合金和特殊涂层的拉削工具套. 干式拉削工具具带特殊涂层,用于无冷却剂拉削工件.
(6)德国进口Karl Klink外拉削工具 由于它们复杂的形状,外圆拉削工具通常包含几个拉削叶片部分,拧入拉削工具座中. 除了高性能高速钢和粉碎钢,这些工具具的切削刃还可以是焊接硬质合金板.
以下工件适合用平面拉削工具: ·连接杆和盖子 ·转向齿条 ·汽轮叶片 ·轴承盖 ·气缸体 ·交叉齿法兰 (7)德国进口Karl Klink特殊形式的平面拉削工具 筒形拉削工具加工齿轮外齿(同步器轮毂),盘式飞轮,停车制动轮等.
| |||||||||||
应用 拉削工具在一次工序内完成内外表面的轮廓的形状。原则上,所有在切削方向横截面上形状连续的工件都进行能拉削。拉削作为一种加工工序,主要用于高表面质量和尺寸精度的内表面或外表面的加工。由于拉削工具是非常昂贵的专用工具具,因此拉削主要用于大批量生产。
| |||||||||||