
数控高速钻 龙门数控钻 数控平面磨床加工
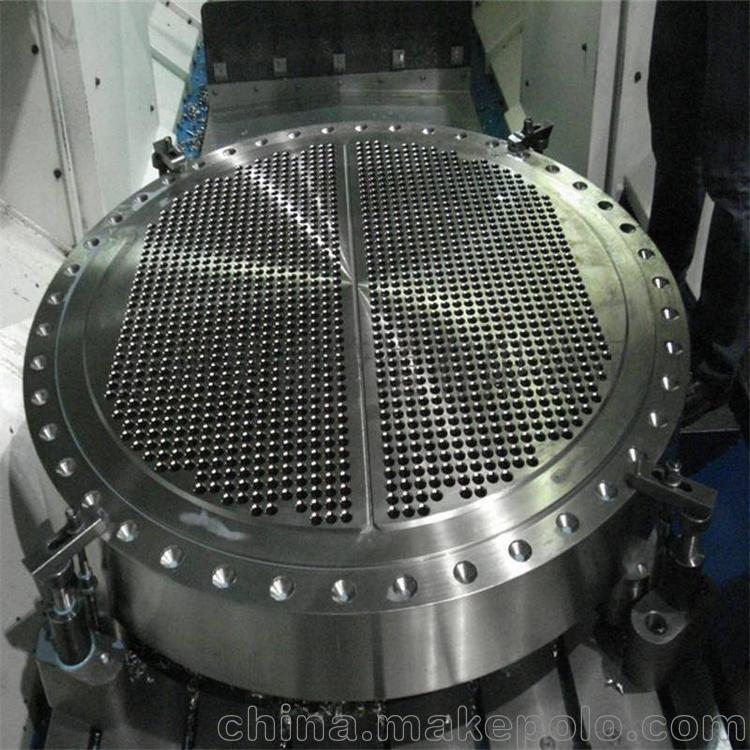
数控高速钻 1、是一款高效率的平板钻孔加工设备。 2、设备主要由床身、龙门、动力头、自动排屑与循环冷却系统、电气系统等组成。 3、具有高精度、高效率、高刚性、高可靠性等特点 4、加工区域分四个加工区,可以一边钻孔,一边装卸工件,同时还能进行钻孔加工文件编程。 数控平面钻床的数控轴 2、伺服进刀的是三轴(X、Y、Z轴)。 床身 1.床身由机座、框式支撑架和活动支撑条组成 2、工作台面上安装有框式支撑架 3、框式支撑架上面与活动支架组合安装,由蝶形螺钉固定, 松紧蝶形螺钉调节活动支架之间的距离以满足加工工件的支撑。 加工区域分四个加工区(ABCD) 特点: 1、可以一边钻孔,一边装卸工件 2、同时还能进行钻孔加工文件编程。 3、每个区的压料油缸有3个 4、可一次装夹单块或重叠装夹多块钢板。(叠加总体高度不大于100mm) X轴传动: 1、机座左、右侧面上,各布置由一根高承载力的直线滚动导轨副,用于移动龙门左、右支架的导向。 2、机座左侧装有一套经由AC伺服电机、同步带轮、滚珠丝杠组成的驱动机构用于龙门纵向移动(X轴)。 3、机座右侧装有一套液压锁紧块,在钻孔时锁住龙门,减少导轨滑块和滚珠丝杠副的受力,保证高的定位精度和重复定位精度。 龙门系统 1、龙门系统由移动式龙门与支承系统组成 2、移动龙门采用钢板组焊而成,经人工时效处理。在龙门前侧安装有两条直线滚动导轨副和一个液压式动力头,并在龙门上方安装有一套精密滚珠丝杠副,滚珠丝母经固定盒与液压动力头背板相连固定。通过AC伺服电机经由同步带轮带动滚珠丝母旋转,使液压动力头沿Y轴方向移动,确保钻孔位置的高精度和重复定位精度。在动力头的两侧安装有导轨柔性防护罩。 型号 单位 PD2016型 *工件尺寸 长度×宽度 mm 2000×1600 一件 1000×1600 二件 1000×800 四件 叠加厚度 mm 100 销钻主轴 主轴数量 个 1 主轴型号 莫氏4#锥孔 主轴转速 r/min 120-560变频器无级变速 进给方式 液压自控行程钻削动力头 进给行程 mm 180 钻孔直径 mm Φ12-Φ50(选配Φ12-Φ63) 主电机功率 KW 5.5 工件液压夹紧 夹紧缸数量 支 12 夹紧力/支 KN 7.5 夹紧方式 脚踏开关控制 液压泵压力 MPa 6 液压油箱容量 L 100 电气控制 控制方式 PLC 上位计算机 X轴伺服电机 KW 2 Y轴伺服电机 KW 1.5 钻孔精度 钻孔精度 mm ±0.5mm 重复定位精度 mm ±0.1mm 冷却方式 强制循环水冷却 排屑方式 平板链式自动排屑器 主机尺寸 长x宽x高 mm 3500x2650x2870 机器重量(约) T 6



1、液压进给的是二轴(X轴和Y轴)




