注塑机料管螺杆清洗料 洗机料批发

东莞市虎门新木机械设备配件经营部
中国 东莞
产品属性
图文详情
品牌推荐
品牌
新木
型号
XM-688
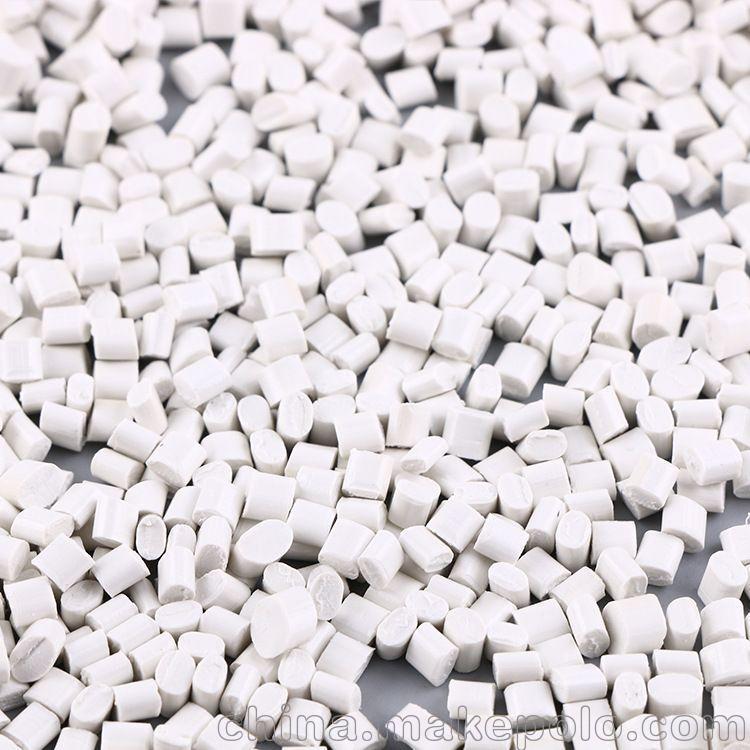
产品名称
料管清洗料
主要成分
塑料
主要用途
清洗螺杆料管积碳污垢
外观
白色
PH值
11.32
香型
微香
适用温度
230℃
参考用量
1kg
产品储运
物流 快递
包装规格
25kg
品牌
新木
重量
25kg
用途
注塑机料管螺杆清洗
产地
东莞
运输方式
物流快递