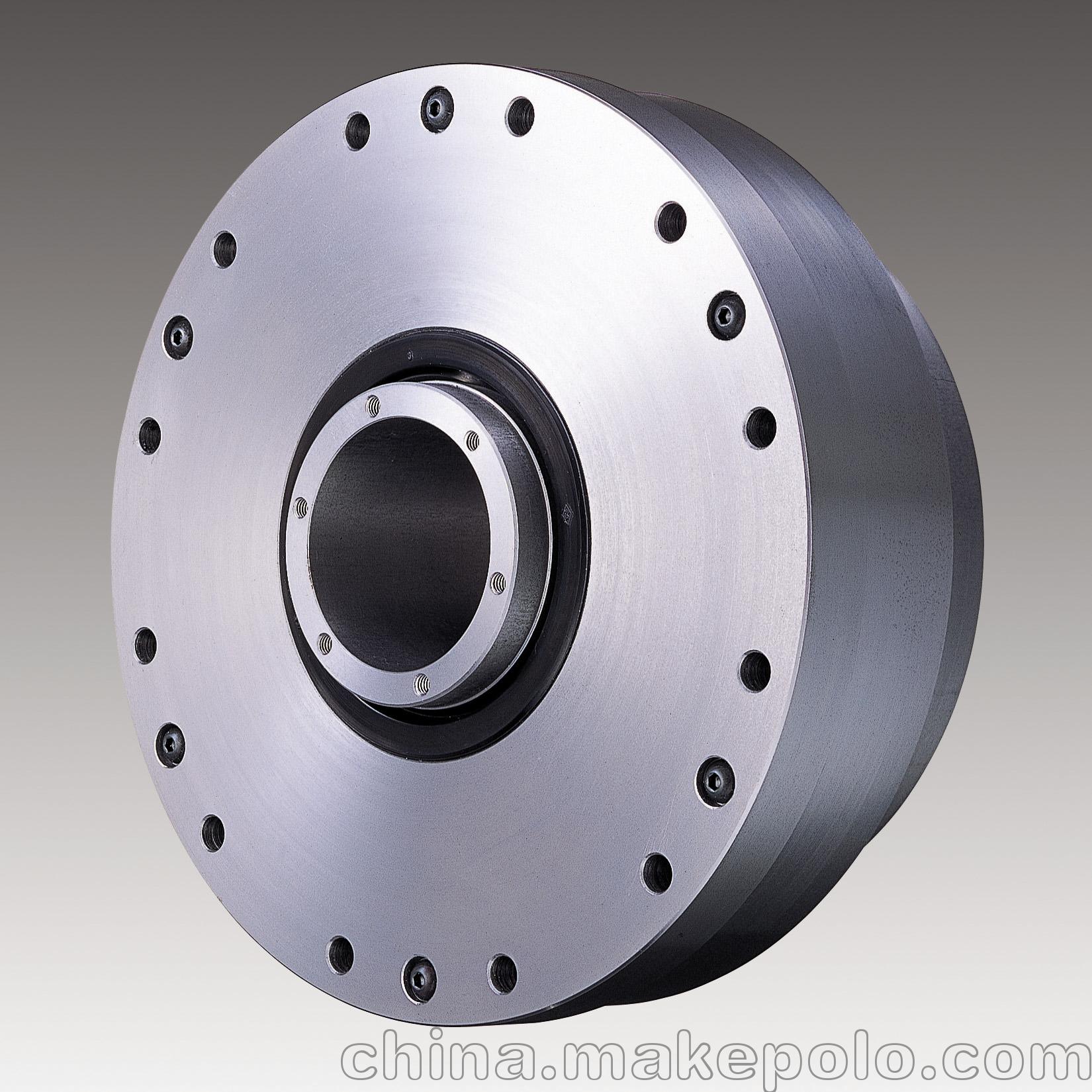
哈默纳科精磨锥孔谐波FHA-17C-50-E250

上海浜田实业有限公司
中国 上海
产品属性
图文详情
品牌推荐
品牌
Harmonic Drive
型号
FHA-17C-50-E250
类型
谐波减速器
载荷状态
均匀载荷
传动比级数
无级
轴的相对位置
卧式减速器
传动布置形式
同轴式
加工定制
加工定制
样品或现货
样品
齿面硬度
硬齿面
输出转速范围
1rpm
输入转速
2r/min
额定功率
3kw
使用范围
1
外形尺寸
2mm
FHA-8C-30-E200A-C
FHA-32C-50-E250-C
FHA-11C-30-E200A-C
FHA-40C-50-E250-C
FHA-14C-30-E200A-C
FHA-25C-160-E250-C
FHA-17C-50-E250-C
FHA-32C-160-E250-C
FHA-25C-50-E250-C
FHA-40C-160-E250-C