电磁振动始料机广泛应用于冶金、矿山、煤炭、建材、化工、电力、粮食、机械等行业,可将频粒状、粉状物料均匀、连续、定量地送至受料装置,特别适用于自动配料、定量包装、生产流程自动化、给料精度要求高的场合。

特点:
电磁振动给料机采用电磁激振器产生的振动力进行物料输送,具有较高的精度和可调性。可以根据需要正确控制振动的频率和振幅,实现准确的物料供给。由于振动力直接作用于物料,无需传递力量的机械传动装置,因此输送效率较高。
电磁振动给料机结构相对简单,仅包括激振器、给料槽和支撑结构等基本组成部分。由于无传动装置不存在传统机械给料机中易损件的问题,维护和保养相对简单方便。
电磁振动给料机可以通过调整电磁激振器的电流或电压来改变振动力的频率和振幅,以适应不同的物料输送要求。偏心块为激振源,噪音低,耗电少调节性能好,无冲料现象。
电磁振动给料机无需机械传动装置,输送过程中没有传统机械给料机中的滑动摩擦和噪音等问题。给料方式是微抛,所以料槽在生产中的磨损率较小。不会产生额外的能耗和污染,对物料本身没有损伤
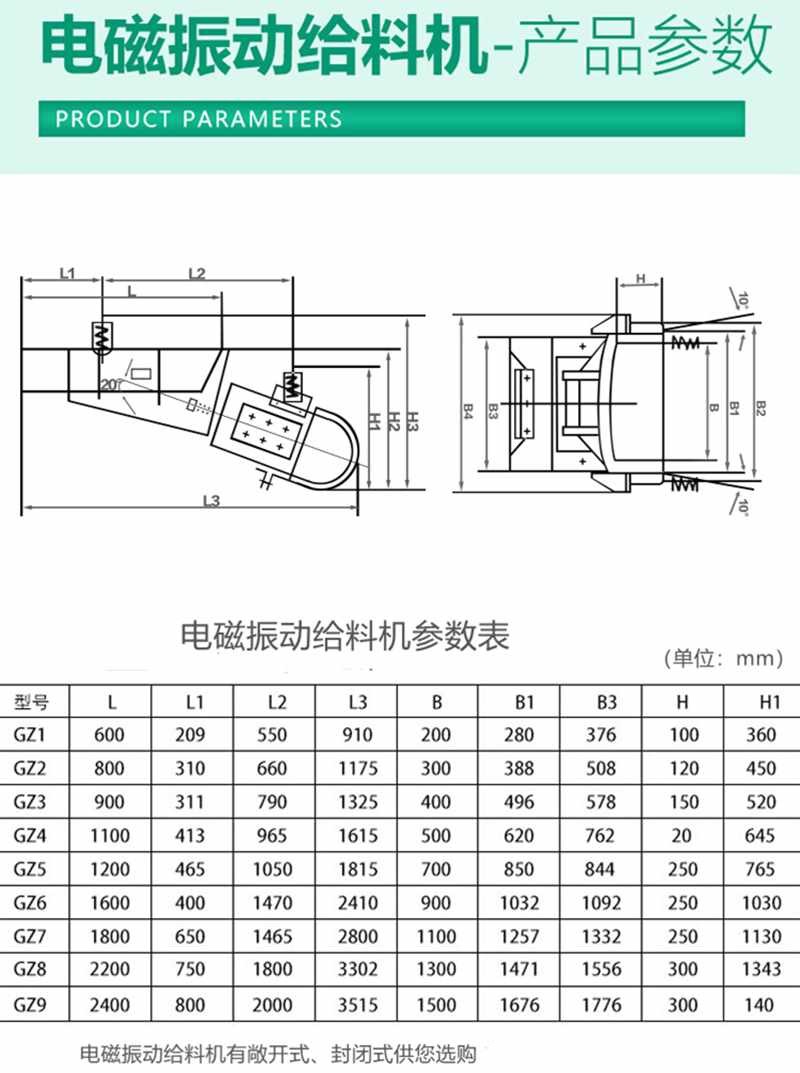
技术参数:
调整
给料机出厂前已经调试好,经过现场试车各项基本参数达不到设计要求时,应进行一些必要的调试,其步骤如下:
(1)调整铁芯衔铁之间的装配气隙;
GZ系列电振给料机振动器的设计气隙为2毫米(即铁芯和衔铁的装配间隙)如果装配间隙偏大,将会引起电流的显著增大,以至烧毁线圈;相反,如果气隙偏小,则铁芯和衔铁将容易发生碰撞,造成铁芯和衔铁的损坏。本系列电振给料机装配气隙的调整是用铁芯凸耳的长孔(DZl一DZ5)或铁芯后部的四个调整螺栓(DZ6一DZ9)来实现的。在调整装配气隙的同时,铁硅和衔铁的两个工作面必须保持平行,调整好后再把调整螺栓锁紧。

(2)弹性系统的调谐:本系列电振机的调谐是通过调整板弹簧组的片数来实现的。调谐时,首先拧紧板弹簧的顶紧螺栓并松开装配用的联接叉定位螺栓(参看图2)然后接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌所示的振幅增大,电流下降,说明板弹簧组刚度增大,应适当减少板弹簧片数。如果顶紧板弹簧的螺栓放松之后,振幅更加减小,则说明板弹簧组的刚度偏低,应适当增加板弹簧片数。如果初开车,当电流达到额定值时振幅偏大,并超过额定值,则说明板弹簧刚度偏低,亦该适当增强板弹簧片数。
如此反复进行,直至振幅、电流达到额定值为止(当振幅达到额定值时电流稍低于额定值亦可)

(3)起动及停止
初次开动电振机前,应先将电位器旋钮调至“零”位,接通电源后逐渐增大电流,直至额定值,以免由于意外原因烧毁控制箱和线圈。
本系列电振机允许在定额电压、电流和振幅下直接起动与停车。


(4)试运转
给料机出厂前已进行时间不少于四小时的空载试车,设备在现场安装调整完毕后一般也应该进行短期试运转,在试动转过程中振幅和电流除随电网电压波动而变化外应该是稳定不变的。






