


1 原材料制备
生产加气混凝土首先将硅质材料如砂子、粉煤灰等进行磨细,其中,根据原材料要求及工艺特点,有的采取干磨成粉,有的加水湿磨制浆,还有与一部分石灰等混磨。混磨又有二种方式:一种是干混磨制备胶结料;一种是加水湿磨,主要为改善粉煤灰或砂的特性,称为水热球磨。购入的石灰大多为块状,因此,石灰也必须经过破碎和粉磨。石膏一般不单独磨细,或掺入粉煤灰一同磨细,或掺入石灰一同磨细,也可与石灰轮用一台球磨机。其它辅助材料和化学品也常经制备使用。原材料制备工序,是配料的准备工序,是使原材料符合工艺要求的再加工及完成配料前的贮备均化过程,是直接影响整个生产能否顺利进行、产品质量能否达到要求的最基本的工艺环节。
2钢筋加工
钢筋加工是生产加气混凝土板的特有工序,包括钢筋的除锈、调直、切断、焊接、涂料制备、涂料浸渍和烘干。钢筋是生产加气混凝土板的结构材料,工序控制不仅影响产品质量,更直接影响建筑物的结构性能与安全性。
3 钢筋网组装
钢筋网组装工序是把经过防腐处理的钢筋网,按工艺要求的尺寸和相对位置组合后装入模具中,并使其固定,以便浇注。
4 配料
配料是把制备好并贮存待用的各种原料进行计量、温度和浓度的调节和少量掺加材料的现场计量制备,然后按工艺要求,依次向搅拌设备投料。配料是加气混凝土工艺过程的一个关键环节,关系到原材料之间各有效成分的比例,关系到料浆的流动性和粘度是否适合铝粉发气及坯体正常硬化等。总之,对发气膨胀、硬化过程及制品性能都有最直接的影响。
5 浇注
浇注工序是加气混凝土区别于其它各种混凝土的独特的生产工序之一。浇注工序是把前道配料工序经计量及必要的调节后投入搅拌机的物料进行搅拌,制成达到工艺规定的时间、温度、稠度要求的料浆,通过搅拌机的浇注口(故又称浇注搅拌机)浇注入模。此时,若生产板材时,模中已置入组装好的钢筋网。料浆在模具中进行一系列物理化学反应,产生气泡,使料浆膨胀、稠化、硬化。浇注工序是能否形成良好气孔结构的重要工序,与配料工序一道构成加气混凝土生产工艺过程的核心环节。
6 静停
静停工序主要是促使浇注后的料浆继续完成稠化、硬化的过程,实际上这一过程从料浆浇注入模后即开始,包括发气膨胀和坯体养护两个过程,以使料浆完成发气形成坯体,并使坯体达到一定强度,以便进行切割。这一工序没有太多的操作,应避免震动,同时,严格注意发气过程浆体的变化,并反馈至配料、浇注工序,因为坯体的主要缺陷均在此工序产生,如塌模、坯体开裂、憋气等。
7 切割
切割工序是对加气混凝土坯体进行分割和外形加工,使之达到外观尺寸要求。切割工艺体现了加气混凝土便于进行大体积成型、外形尺寸灵活多样而能大规模机械化生产的特点,也是加气混凝土有别于其它混凝土的一个较突出的优点。切割工作可以机械进行,也可人工进行。为了提高生产效率和产品质量,人们设计了专用的切割机,构成了加气混凝土生产工艺的核心,并形成不同的专利技术。切割工序直接决定加气混凝土制品外观质量和某些内在质量。
8 蒸压养护
蒸压养护工序是对加气混凝土坯体进行高压蒸汽养护。对加气混凝土而言,只有经过一定温度和足够时间的养护,坯体才能完成必要的物理化学变化,从而产生强度,满足建筑施工的需要。这个过程通常要在174.5℃以上进行,因而,常用密封良好的蒸压釜,通人具有一定压力的饱和蒸汽进行加热,使坯体在高温高湿条件下,充分完成其水化反应,得到所需要的新矿物,使加气混凝土具备一定强度及其它物理力学性能。蒸压养护工序决定了加气混凝土内在性能的最后形成。
9 出釜
出釜是加气混凝土生产的最后一道工序。包括制品出釜、吊运、检验、包装及小车、底板的清洁涂油,保证向市场提供合格的产品及下一个生产循环工序的正常进行。随着市场对制品外观的要求及城市管理的要求,越来越多的加气混凝土厂已开始对加气混凝土制品进行包装,相应的包装也由简单打包固定到增设包装机械,采用热塑包装。
加气混凝土优点
1 质轻 :孔隙达70%~85%,体积密度一般为500~900kg/m3,为普通混凝土的1/5,粘土砖的1/4,空心砖的1/3,与木质差不多,能浮于水。可减轻建筑物自重,大幅度降低建筑物的综合造价。
2 防火:主要原材料大多为无机材料,因而具有良好的耐火性能,并且遇火不散发有害气体。耐火650度,为一级耐火材料,90mm厚墙体耐火性能达245分钟,300mm厚墙体耐火性能达520分钟。
3 隔音:因具有特有的多孔结构,因而具有一定的吸声能力。10mm厚墙体可达到41分贝。
4 保温:由于材料内部具有大量的气孔和微孔,因而有良好的保温隔热性能。导热系数为0.11-0.16W/MK,是粘土砖的1/4-1/5。通常20cm厚的加气混凝土墙的保温隔热效果,相当于49cm厚的普通实心粘土砖墙。
5 抗渗:因材料由许多独立的小气孔组成,吸水导湿缓慢,同体积吸水至饱和所需时间是粘土砖的5倍。用于卫生间时,墙面进行界面处理后即可直接粘贴瓷砖。
6 抗震:同样的建筑结构,比粘土砖提高2个抗震级别。
7 环保:制造、运输、使用过程无污染,可以保护耕地、节能降耗,属绿色环保建材。
8 耐久:材料强度稳定,在对试件大气暴露一年后测试,强度提高了25%,十年后仍保持稳定。
9 快捷:具有良好的可加工性,可锯、刨、钻、钉,并可用适当的粘结材料粘结,为建筑施工创造了有利的条件。
10经济:综合造价比采用实心粘土砖降低5%以上,并可以增大使用面积,大大提高建筑面积利用率。
加气混凝土的原料
1.砂
砂是本产品的核心原料。要求:无杂质(树皮,草根等),碳酸钙物(珊瑚,贝壳等)小于10%。应符合(JC/T622-1996)标准。
2.水泥
水泥是加气混凝土强度的主要来源。它为加气混凝土提供了主要的钙质材料。适用于生产加气混凝土的水泥,主要应以水泥的品种和标号两个方面选择。在生产中首先应该选用52.5级普通硅酸盐水泥。在一般情况下,为降低生产成本,宜选用42.5级普通硅酸盐水泥为好。
3.石灰
石灰也是加气混凝土生产的主要原料之一,它的主要作用是和水泥配合提供有效氧化钙,使之在水热条件下与硅质材料中的SiO2、Al2O3作用,生产水化硅酸钙。因此,石灰是本产品的主要强度来源之一。用于生产加气混凝土的石灰有效氧化钙含量应大于65%,最好大于80%。应符合(JC/T621-1996)标准。
4.石膏
石膏在加气混凝土中,是发气过程的调节剂。石膏的调节作用主要体现在对生石灰消解和料浆稠化速度的延缓。石膏的主要化学成分是CaSO4。目前,市场上的石膏有三种:生石膏、硬石膏和熟石膏。另外,在化工生产过程中也有废石膏产生。如磷肥生产排出的磷石膏、氟化学品生产排出的氟石膏、钛白粉生产排出的钛白石膏等等。这些石膏成本低,可取代天然石膏,降低生产成本。
5.发气剂
加气混凝土必须有发气材料作为发气剂,使混凝土产生气孔,才能形成轻质多孔结构。
6.稳泡剂
发气剂发气后,由于泡壁较薄,在各种条件干扰下,有时容易破裂灭泡,影响混凝土的质量。因此需要在料浆中加入稳泡剂。
配方
砂加气混凝土砌块典型原材料配方及消耗:砂:含量比例69.2%; 每立方米消耗量:350kg; 水泥:含量比例13.8%; 每立方米消耗量:70kg; 石灰:含量比例13.8%; 每立方米消耗量:70kg; 硬石膏(石膏):含量比例2.96%; 每立方米消耗量:15kg; 铝粉:含量微量;每立方米消耗量:0.4kg。
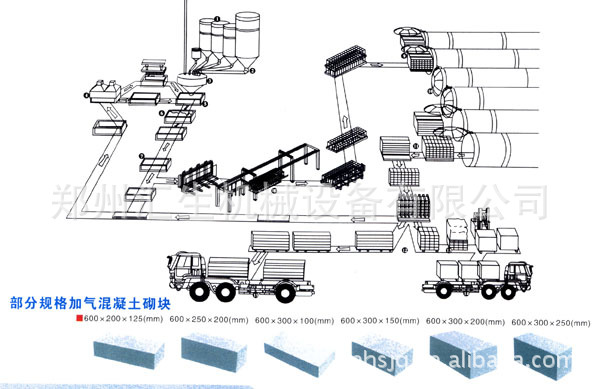
加气混凝土生产工艺
加气混凝土设备可以根据原材料类别、品质、主要设备的工艺特性等,采取不同的工艺进行生产。但一般情况下,将粉煤灰或硅砂加水磨成浆料,加入粉状石灰,适量水泥、石膏和发泡剂,经搅拌后注入模框内,静氧发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜中,在高温饱和蒸气养护下即形成多孔轻质的加气混凝土制品。
首先将贮存的原材料经计量配料(1)后进入浇注搅拌机内,经搅拌(2)均匀后浇注温度和时间的预养(4)坯体达到一定硬度后,由翻转吊具把模具和坯体吊至切割机上。翻转吊具完成下列功能:a把模具在空中作90度翻转(5)(模具的一侧板成为支承坯体的底板直至蒸养出成品),b吊运载小车或切割支撑架上完成开模、脱模(6),c脱下的模框和返回的蒸养侧板(16)再重新组合成模具(17)等待清理后喷油(18)重新浇注。坯体在切割机上分步作六面切割;a首先进行坯体两侧面垂直切割(7),b然后进行纵向水平式切割(8);c最后进行横向水平式切割(9)。切割好的坯体由半成品吊具连同底板吊至蒸养小车(10),然后编入蒸压釜(11)进行高温蒸养(12),蒸养好后出釜(13),由成品吊具将成品堆垛(14)或装车、打包(15),蒸养侧板则返回(16)。
砂加气混凝土设备的安装与维护
机器的维护保养是一项极其重要的经常性的工作,它应与极其的操作和检修等密切配合,应有专职人员进行值班检查.
一.安装试车:
1、该设备应安装在水平的混凝土基础上,用地脚螺栓固定。
2、安装时应注意主机体与水平的垂直。
3、安装后检查各部位螺栓有无松动及主机仓门是否紧固,如有请进行紧固。
4、按设备的动力配置电源线和控制开关。
5、检查完毕,进行空负荷试车,试车正常即可进行生产。
二.机器的维护:
1、轴承担负机器的全部负荷,所以良好的润滑对轴承寿命有很大的关系,它直接影响到机器的使用寿命和运转率,因而要求注入的润滑油必须清洁,密封必须良好,本机器的主要注油处(1)转动轴承(2)轧辊轴承(3)所有齿轮(4)活动轴承、滑动平面.
2、新安装的轮箍容易发生松动必须经常进行检查.
3、注意机器各部位的工作是否正常.
4、注意检查易磨损件的磨损程度,随时注意更换被磨损的零件.
5、放活动装置的底架平面,应出去灰尘等物以免机器遇到不能破碎的物料时活动轴承不能在底架上移动,以致发生严重事故.
6、轴承油温升高,应立即停车检查原因加以消除。
7、转动齿轮在运转时若有冲击声应立即停车检查。
【温馨提示】网站中标识的价格仅做参考,根据原料价格浮动,具体价格以来电咨询为准,欢迎新老客户来公司考察面谈。汇生公司全体员工竭诚为您服务!
联系人:刘经理 电话:0371-55627879
手机:18037808494 传真:0371-60137937





