1.功能介绍:
ECOSTEP 软件0410 是2002 年4月为 Ade-Etikettiertechnik 公司开发的。所设计的贴标机是为方形箱体(包装箱)自动粘贴背胶标签的设备。同等大小的标签在输出时等间隔地排列在带状材料上,卷在储藏轮上。通过调整贴标机的参数可处理不同的标签料卷。标签的排列精度要求在产品(包装箱)速度50米/分钟内 <0.5mm。
1.1. 结构原理
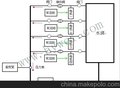
贴标机的工作原理如下(图1)
产品(此处为箱体)随外部的驱动的传送带移动。传送带的摩擦辊上装有编码器(主编码器)。光学产品传感器应用光遮蔽原理,当传送带上产品进出传感器工作区域而产生信号。
标签排列在带状材料上,卷在储藏轮上。一个摆轮机构用于制动标签储藏轮,释放时标签带可以被拉动。标签带绕过贴标头的尖角,在此处标签从背基上分离,由压辊压贴在通过的箱体上。分离了标签的背基料带绕过贴标头被一对摩擦轮夹持并牵引。此摩擦轮机构由一只Kinco伺服电机驱动,同时带动计数器。此机构包含一个基带防滑张紧轮。贴标头前方,标签带上方配有一个标签传感器,当检测到一个标签时便产生一个信号。
贴标头如此的构造和标签如此处理保证了没有标签随标签带绕过贴标头。当标签被剥落时,如没有产品在下面经过,标签便掉落在传送带上。
贴标头和压贴轮结构,产品上表面和贴标头的间距,和标签带以及标签的材料有密切的关系,保证了标签的前沿在正确的位置和产品接触。
1.2. 自动运行
在一个处理过程中,贴标驱动定位,将一个标签准备在贴标头上,标签被控制在已有几个毫米从标签带上剥离的位置。
传送带上的产品前缘进入传感器探测位置,延时启动贴标驱动装置。标签以“趋于同步方式”被加速到产品的通过速度,使得其与产品同步。标签被压贴辊压贴在产品上,彻底与基带分离。标签与产品的同步使得标签能够贴置在每件产品相对于被传感器探测到的前缘的同样位置。与此同时,标签传感器探测到标签的边沿,开始减速,并在下一枚标签处于预备位置时贴标驱动随之停止。到此一个贴标过程结束。传送带继续运行大于一个最短间距(启动闭锁),直到下一个产品的前沿被探测到,一个新的贴标过程开始。
1.3. 附加功能
目的:在没有产品(手动操作)或传送带停止(主模拟)的情况下,贴标过程仍然可以实现。
2.应用说明
贴标驱动由一台kinco伺服电机实现。机器包括一个PLC处理器、eView MT500、一些按钮。该PLC通过RS232接口与kinco伺服驱动器连接,通过24V数字信号触发驱动器内部的firmware程序。以下是kinco伺服驱动器特性的介绍。
2.1.kinco ED伺服接口
产品传感器 接至DIN2,该传感器要求PNP 24V输出,
标签传感器 该信号接至Master Encoder X7的N接口,X7的N信号口可以响应16khz的信号。
该传感器要求PNP 5V输出,
贴标故障 由OUT1口输出24V高电平
贴标I.O. 由OUT2口输出24V高电平
就位/无故障 由Ready口输出24V高电平
主编码器 信号A/A. B/B 来自X7,该编码器输出信号要求RS422,供电电源5V。
电机编码器 接至驱动器X8口
电机 接至驱动器X9口
RS232 驱动器X5口
2.2.用户界面
贴标操作模式(mode_of_operation= -20)是firmware V0410的特有功能。通过该模式,以及软件中一些地址设置进行设置,可以非常方便的实现自动运转和其他附加功能。
此firmware相对于标准软件有更多的负责贴标控制功能的数据对象。
2.2.1.与应用相关的数据对象
以下的表格列举了全部与应用相关的数据对象。紧接在下面的是挑选出来的元素。
Type列的提示
S: 可更改,可读写
R: 只读
P: 参数,可读写
8: 8-bit
16: 16-bit
32: 32-bit
f: 可存储
firmware详细数据对象
名称
型号
索引
注释
贴标控制
S8
25F0,0
贴标控制字
贴标状态
R8
25F1,0
贴标的状态字
延时启动
P32
25F2,1
电机增量过程中传感器探知产品到标签启动的区段
趋于同步段
P32
25F2,2
电机增量过程中电机加速到同步的区段(重要,和60830020都会影响到贴标精度,调试时可以通过在eco2win中监控following error曲线观察调整效果)
最大同步段
P32
25F2,4
电机增量过程中最大部分,其间标签传感器没有信号产生
停止段
P32
25F2,5
电机增量过程中标签后沿被传感器探知后的区段
启动闭锁
P32
25F2,6
产品间的要求的最小间距
启动补偿
P16
25F2,7
产品传感器的延时250us..
应用相关的标准对象
Master仿真模式
P32
2509,11
Master_velocity_input_value
齿轮比分子
P16f
2509,3
Gear_factor
齿轮比分母
P16f
2509,4
Gear_pider
电机方向
P8f
607E,0
Polar of motor
0x80 or 0x00
减速度
P32f
6084,0
减速度值
应用相关的可储存的标准对象中的数值设定
2509,2
0x60810020
Gear_v_mapping for profile_position (重要)
2509,5
128
Master_mode, 设置为:0x80(重要)
6083,0
500000000
Profile_acceleration ,加速度值 (重要),在调试时需要实际调整,该值的调整会影响贴标精度
6084,0
500000000
Profile_deceleration, 减速度值(重要),如果标签每次停止的位置准确,即说明了该值无需调整
为实现客户应用要求在可存储的标准对象中载入的常量(Sequence程序)
Seq:0
60600008
-20
Mode_of_operation
60400010
6
21180008
1
Seq:1
60400010
0xF
电机上电,锁紧
Seq:2
60400010
0x86
驱动器故障复位
2150,0
0x8000
Boot_event, 上电调用程序seq0.
2160,1
0x60400010
输出数据源映射为状态字
2160,3
0x2000
OUT1的AND码
2160,4
0x2000
OUT1的CMP码
2161,1
0x60400010
输出数据源映射为状态字
2161,3
0x1000
OUT2的AND码
2161,4
0x1000
OUT2的CMP码
2.2.2 趋于同步
通过电子齿轮比,主编码器的计数信息被计算,使增量区间和电子传动比经过计算可直接作为目标值,用于标签对传送带的同步运动。
NMR: 测量轮转数
UMR: 测量轮周长
NA: 输出转数
UAW: 输出轮周长
分子 = (NMR* UAW)
分母 NA* UMR
贴标功能的全部参数、距离、位置、间距在通过Hsio软件设置, 包括传送带的所有数据.
下图(图2)显示了标签速度随时间变化的过程(为了简化,传送带设为匀速)
随时间变化的过程并不由已知的时间点定义,而是由传送带速度和启动延时,趋于同步和停止区间参数确定。
Product sensor(产品传感器)在检测到产品边沿时,产生一个24V L->H的上升沿信号,输入给kinco驱动器的Din2口,此信号对来自于Master Encoder的计数清零(25090620/25090720)。由于Kinco的Din口存在 此传感器与kinco硬件端口间存在延时。通过一个250us的启动补偿平衡。当行程计数器达到启动延时的值,应用二次方程计算出继续运转的行程脉冲数和标签驱动的额定位置间的行程之间关系。此计算实现了贴标驱动和传送带间的行程同步:
行程计数器=启动延时+趋于同步行程
标签从起点到标签行程=趋于同步行程/2 的位置
从这个位置起,标签与产品的相对位置保持不变,当标签接触产品时完全一致,因为同步行程已经开始。之后,标签的前沿和产品的前沿的距离——粘贴的位置就确定了。
A: 贴标前标签的前沿与产品传感器的间距
贴标点=启动延时-A+趋于同步行程/2
注意:此趋于同步过程要求一个动态参数调整器控制电机达到相应的加速。
2.2.3.标签边沿的探测和制动
标签驱动通过摩擦轮实现,有打滑的可能。轻微的滑动,经在标签带长度上的积累会变得明显。标签传感器可修正打滑造成的累计误差,同时检查标签带上有无标签。传感器并不确定探测到的是标签的前沿还是后沿。也不能分辨一个标签直接绕过贴标头还是几个粘在一起。传感器在贴标头前面越远,标签在基带上排列的不均匀对贴标精度的影响就越大。
标签传感器产生的24V L->H 在64us内进入Master encoder输入口N,确定电机位置,并被储存。位置数据加上停止行程,结果决定标签的粘贴位置。
没有标签传感器的信号,贴标驱动器将在每一次贴标中将同步行程区间设为最大。这一行程结束时传感器仍未释放,被认为是一个贴标故障。
注意:参数化制动减速应在尽可能高的贴标速度下在停止行程内完成。驱动系统必须满足相应的动力。由于调整不当会发生对于粘贴位置的驱动过量,然后回位的情况(这种情况往往发生在减速度设定值过小时),适当释放标签带在贴标头上的张紧力。
2.2.4.启动闭锁
为防止其他产品边沿造成产品传感器故障,两件产品最小间距应满足启动闭锁的要求。
2.2.5.贴标控制
贴标控制算法由条件控制自动装置实现。标签控制影响的控制变量bit编码,用于自动装置及贴标过程,以下是贴标控制字25F000不同位定义。
bit 0
1
0
贴标激活
贴标中断
bit 1
1
0
主计数器仿真
主计数器应用
bit 2
1
0
手动,自动还原
bit 3
1
0
贴标故障通知
以下是DS402状态语句中与操作模式相关的Bit条件
Bit 12
1
0
贴标完成和待机
贴标运行至中断
Bit 13
1
0
贴标故障(无来自标签传感器的信号)
诊断目的的贴标状态和贴标算法的条件自动变量,以下是贴标状态字25F100定义。
0
初始化
1
注册到驱动器,继续下一步(下行2内容),当标签控制 bit 0=1
2
准备 flank detector, 只去到3 当
产品传感器= low
3
等待启动,手动控制或产品传感器信号到时都将改变值为5
5
等待贴标结束,当有故障时值变为20或7
7
等待启动闭锁结束,然后改变为1
20
等待故障通知,然后去到1