
独特的双面刀片设计
可加工最小孔直径: ø12 mm
→ 双倍的切削刃数量,经济性好
先进的刃口形状设计可减小切削力
→ 与正形刀片相似的设计,避免振刀
一种型号刀片可用于直径范围ø10 mm ~ ø20 mm
的刀杆
→ 可提供G级精度左右手刀片,满足精密加工
合适的刀片材质针对不同的应用
→ AH725 用于钢件通用加工。GT530 具有高耐磨性,用于超精加工。
NS530 用于经济型加工。

刀片设计首创
TS 断屑槽
经优化设计的高性能内孔车刀杆经优化设计的高性能内孔车刀杆容屑性最佳,高刚性(与StreamJetBar 系列结构相同)
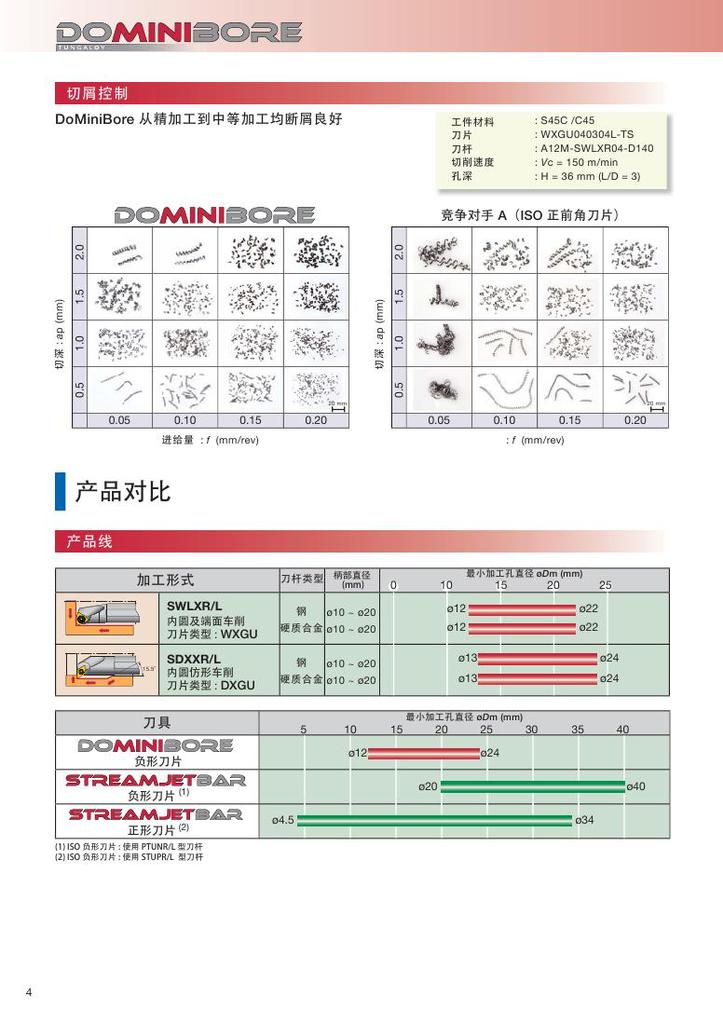
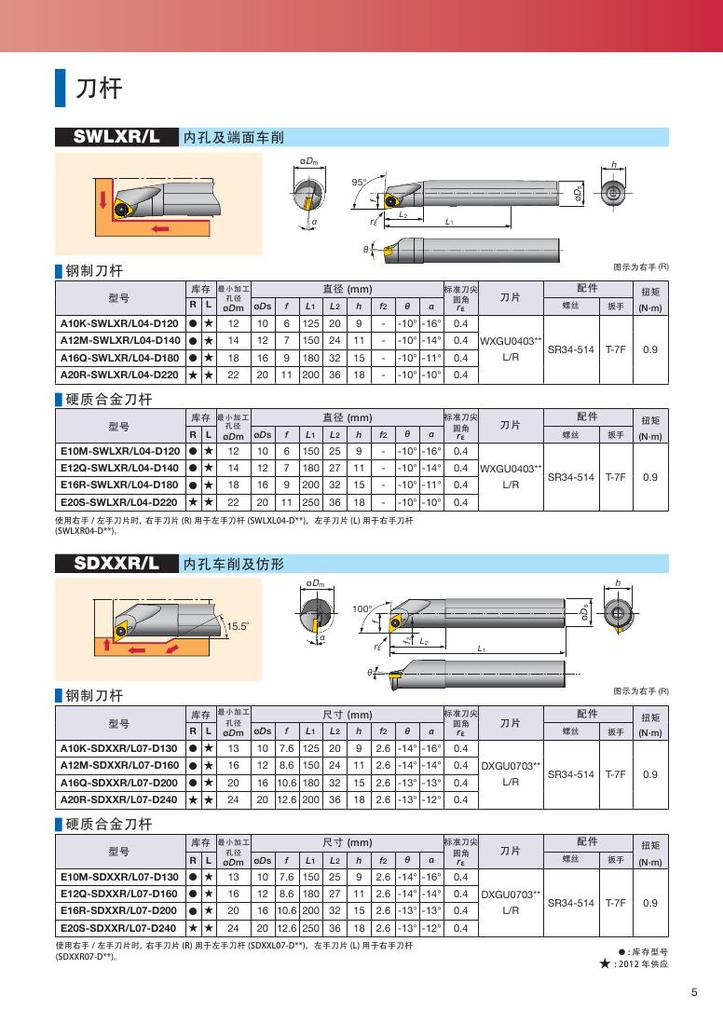
KeepingtheCustomerFirstTungaloyReportNo.407-CTAC内孔车刀NEW锋利的正前角刀片,双倍的切削刃数量性能独特的双面刀片设计可加工最小孔直径:.12mm→双倍的切削刃数量,经济性好先进的刃口形状设计可减小切削力→与正形刀片相似的设计,避免振刀一种型号刀片可用于直径范围.10mm~.20mm的刀杆→可提供G级精度左右手刀片,满足精密加工合适的刀片材质针对不同的应用→AH725用于钢件通用加工。GT530具有高耐磨性,用于超精加工。NS530用于经济型加工。刀片设计首创TS断屑槽在各种加工条件下均表现出独特的切屑控制大刃倾角切削刃减小切削力和振动宽容屑槽避免切屑阻塞形状设计独特与刀杆精确配合,增加夹紧刚性TS00.20.4321切深:ap(mm)进给量:f(mm/rev)经优化设计的高性能内孔车刀杆经优化设计的高性能内孔车刀杆容屑性最佳,高刚性(与StreamJetBar系列结构相同)内冷孔直接对准切削刃最佳容屑空间高刚性螺钉压紧与正前角刀片相同小正前角特殊的高刚性压紧结构燕尾槽结构(楔形)产生大压紧力经优化设计,容屑性最佳,刚性好传统的正前角刀片切削性能抗振强度与正前角刀片具有相同的强度水平切削速度工件材料冷却液:Vc=150m/min:S45C/C45:湿式(内冷)钢制刀杆悬伸长度:36mm(L/D=3)、柄部直径:.12mm悬伸长度切深:ap(mm)2.0OKOKOKOK1.5OKOKOKOK1.0OKOKOKOK0.5OKOKOKOKap/f0.050.100.150.20切深:ap(mm)2.0OKOKOKOK1.5OKOKOKOK1.0OKOKOKOK0.5OKOKOKOKap/f0.050.100.150.20进给量:f(mm/rev)进给量:f(mm/rev)工件材料刀片刀杆切削速度孔深:S45C/C45:WXGU040304L-TS:A12M-SWLXR04-D140:Vc=150m/min:H=36mm(L/D=3)竞争对手A(ISO正前角刀片)0.050.100.150.200.050.100.150.2020mm20mm0.51.01.52.00.51.01.52.0切深:ap(mm)切深:ap(mm)进给量:f(mm/rev):f(mm/rev)切屑控制DoMiniBore从精加工到中等加工均断屑良好产品对比产品线加工形式刀杆类型柄部直径(mm)010152025最小加工孔直径.Dm(mm)SWLXR/L内圆及端面车削刀片类型:WXGU钢硬质合金.10~.20.10~.20.12 .22.12 .2215.5.SDXXR/L内圆仿形车削刀片类型:DXGU钢硬质合金.10~.20.10~.20.13 .24.13 .24510152025303540.12 .24.20.40.4.5.34负形刀片(1)负形刀片正形刀片(2)刀具最小加工孔直径.Dm(mm)(1)ISO负形刀片:使用PTUNR/L型刀杆(2)ISO负形刀片:使用STUPR/L型刀杆刀杆SWLXR/L内孔及端面车削.'mhα95°fL2L1.Dsrεθ钢制刀杆图示为右手(R)型号库存.Dm最小加工孔径直径(mm)rε标准刀尖圆角刀片配件(N·m)扭矩RL.DsfL1L2hf2θα螺丝扳手A10K-SWLXR/L04-D120.
★12106125209--10°-16°0.4WXGU0403**L/RSR34-514T-7F0.9A12M-SWLXR/L04-D140.
★141271502411--10°-14°0.4A16Q-SWLXR/L04-D180.
★181691803215--10°-11°0.4A20R-SWLXR/L04-D220
★
★2220112003618--10°-10°0.4硬质合金刀杆型号库存.Dm最小加工孔径直径(mm)rε标准刀尖圆角刀片配件(N·m)扭矩RL.DsfL1L2hf2θα螺丝扳手E10M-SWLXR/L04-D120.
★12106150259--10°-16°0.4WXGU0403**L/RSR34-514T-7F0.9E12Q-SWLXR/L04-D140.
★141271802711--10°-14°0.4E16R-SWLXR/L04-D180.
★181692003215--10°-11°0.4E20S-SWLXR/L04-D220
★
★2220112503618--10°-10°0.4使用右手/左手刀片时,右手刀片(R)用于左手刀杆(SWLXL04-D**),左手刀片(L)用于右手刀杆(SWLXR04-D**)。SDXXR/L内孔车削及仿形15.5..'mαhL2L1.Dsf2100°frεθ图示为右手(R)钢制刀杆型号库存.Dm最小加工孔径尺寸(mm)rε标准刀尖圆角刀片配件(N·m)扭矩RL.DsfL1L2hf2θα螺丝扳手A10K-SDXXR/L07-D130.
★13107.61252092.6-14°-16°0.4DXGU0703**L/RSR34-514T-7F0.9A12M-SDXXR/L07-D160.
★16128.615024112.6-14°-14°0.4A16Q-SDXXR/L07-D200.
★201610.618032152.6-13°-13°0.4A20R-SDXXR/L07-D240
★
★242012.620036182.6-13°-12°0.4硬质合金刀杆型号库存.Dm最小加工孔径尺寸(mm)rε标准刀尖圆角刀片配件(N·m)扭矩RL.DsfL1L2hf2θα螺丝扳手E10M-SDXXR/L07-D130.
★13107.61502592.6-14°-16°0.4DXGU0703**L/RSR34-514T-7F0.9E12Q-SDXXR/L07-D160.
★16128.618027112.6-14°-14°0.4E16R-SDXXR/L07-D200.
★201610.620032152.6-13°-13°0.4E20S-SDXXR/L07-D240
★
★242012.625036182.6-13°-12°0.4使用右手/左手刀片时,右手刀片(R)用于左手刀杆(SDXXL07-D**),左手刀片(L)用于右手刀杆 :库存型号(SDXXR07-D**)。
★:2012年供应刀片80°三角形应用断屑槽型号材质尺寸(mm)断面图涂层涂层金属陶瓷金属陶瓷AH725GT530NS530.d内切圆s厚度.d1孔径rε圆角半径TSWXGU040302R-TS
★
★
★0.2WXGU040302L-TS
★
★
★精到中等WXGU040304R-TS
★
★
★6.353.182.70.4加工10o0.1*WXGU040304L-TS...WXGU040308R-TS
★
★
★0.8WXGU040308L-TS...55°菱形应用断屑槽型号材质尺寸(mm)断面图涂层涂层金属陶瓷金属陶瓷AH725GT530NS530.d内切圆s厚度.d1孔径rε圆角直径TSDXGU070302R-TS
★
★
★0.2DXGU070302L-TS
★
★
★精到中等DXGU070304R-TS
★
★
★6.353.182.70.4加工10o0.1*DXGU070304L-TS...DXGU070308R-TS
★
★
★0.8DXGU070308L-TS...注:所示为*标注刀片的断屑槽断面 :库存型号
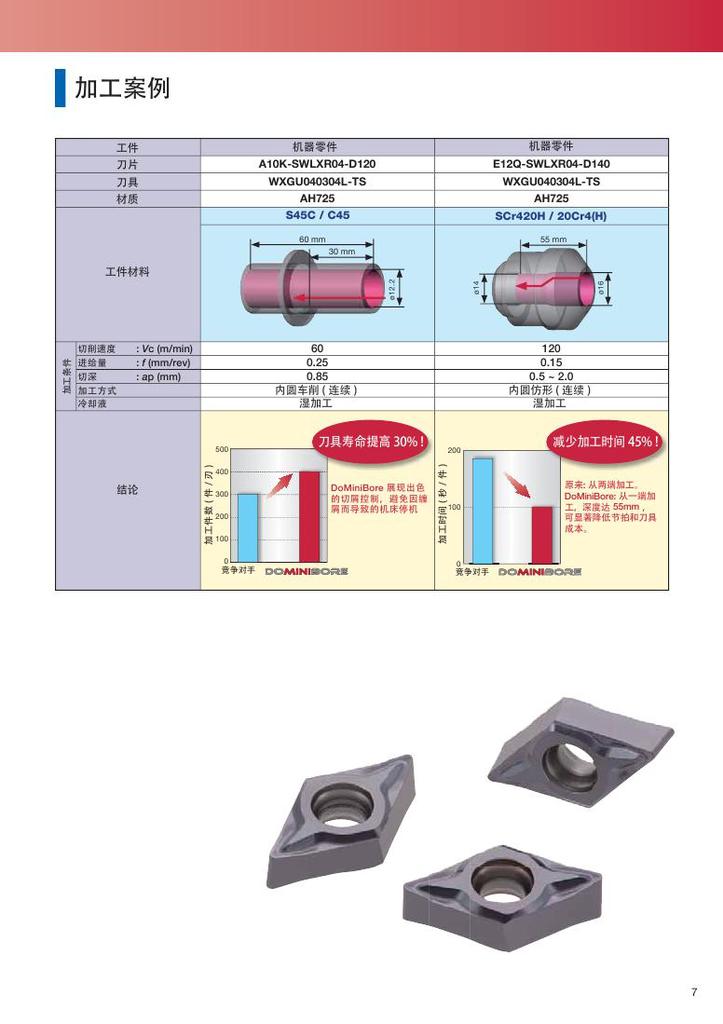
★:2012年供应标准切削参数工件材料优先选择材质Vc(m/min)切削速度ap(mm)切深进给量低碳钢SS400,SM490,S25C等.(St42-1,St52-3,C25等.)碳钢S45C,S55C等.(C45,C55等.)低合金钢SCM415等.合金钢SCM440,SCr420等.(42CrMo4,20Cr4等.)首选AH72550~1800.3~2.00.08~0.3表面质量优先NS53080~2500.3~2.00.08~0.3耐磨性优先GT53080~3000.3~2.00.08~0.3不锈钢(奥氏体)SUS304,SUS316等.(X5CrNi18-9,X5CrNiMo17-12-2等.)不锈钢(马氏体和铁素体)SUS430,SUS416等.(X6Cr17,X20Cr13等.)不锈钢(沉淀硬化)SUS630等.(X5CrNiCuNb16-4等.)首选AH72550~1500.3~2.00.08~0.3首选AH72550~1800.3~2.00.08~0.3灰口铸铁FC250等.(GG25等.)表面质量优先NS53080~2500.3~2.00.08~0.3耐磨性优先GT53080~3000.3~2.00.08~0.3首选AH72550~1200.3~2.00.08~0.3球墨铸铁FCD700等.(GGG70等.)表面质量优先NS53080~1500.3~2.00.08~0.3耐磨性优先GT53080~1800.3~2.00.08~0.3加工案例工件机器零件机器零件刀片A10K-SWLXR04-D120E12Q-SWLXR04-D140刀具WXGU040304L-TSWXGU040304L-TS材质AH725AH725S45C/C45SCr420H/20Cr4(H)工件材料30mm60mm.12.255mm.14.16加工条件切削速度:Vc(m/min)60120进给量:f(mm/rev)0.250.15切深:ap(mm)0.850.5~2.0加工方式内圆车削(连续)内圆仿形(连续)冷却液湿加工湿加工结论5004003002001000DoMiniBore展现出色的切屑控制,避免因缠屑而导致的机床停机竞争对手刀具寿命提高30%!加工件数(件/刃)2001000原来:从两端加工。DoMiniBore:从一端加工,深度达55mm,可显著降低节拍和刀具成本。加工时间(秒/件)竞争对手减少加工时间45%!总公司泰珂洛超硬工具(上海)有限公司ADD:上海市闸北区江场三路88号401室TEL:021-3632187936321880FAX:021-36321918广州分公司ADD:广州市天河区天河路242号丰兴广场B幢1013房TEL:020-3839508538395116FAX:020-38395106天津分公司ADD:天津市河西区解放南路256号泰达大厦10MTEL:022-2320135523201356FAX:022-23201354大连分公司ADD:大连经济技术开发区铁山中路62号TEL:0411-87936257FAX:0411-87936210成都办事处ADD:成都市青羊区二环路西二段19号1-3-1804TEL:028-61500820FAX:028-61500821西安办事处ADD:中国陕西西安市南二环88号老三届世纪星大厦19CTEL:029-88861380FAX:029-88861379www.tungaloy.co.jp/tctsISO9001certifiedISO14001certifiedQC00J0056EC97J1123TungaloyCorporationTungaloyGroupJapansiteandAsianproductionsite18/10/199626/11/1997Jun.2012(TJ)





