东莞市琪丰塑胶原料有限公司
长期代理销售日本可乐丽Genestar高性能 PA9T 工程塑胶原料,规格型号齐全。可提供加工成型工艺,物性数据参数表,MSDS安全生产指导书,ROHS环保检测SGS报告,阻燃 UL测试黄卡,COA材质证明。(专业铸就品质)欢迎各界朋友来电咨询洽谈合作。联系人:彭玉昌0769-89807277, 18925784542
Genestar PA9T简介
PA9T又名聚酰胺9T,尼龙塑料中的一种。PA9T是可乐丽从原料单体自行开发的独创性聚酰胺类工程技术塑料。是具有卓越的耐热性、耐药品性以及可以承受反复摩擦特性耐滑动性的成形材料。
特性
性能在一些主要方面超过标准尼龙,其优点包括:在干燥和潮湿下提供相同的强度和韧性,与标准尼龙相比,在更高的温度下仍然保持有效的强度和韧性。易于加工----良好的流动性,热稳定性和较低的模具腐蚀性;具高热稳定性及高润滑性之高性能尼龙,低吸水率(1%,其它常见高温尼龙为2.6%以上)﹑低翘曲﹑耐化学品﹑高尺寸稳定性材料,可于0.75mm厚度下达到94V-0之效果。PA9T的玻璃化温度较高(125℃)和高结晶性使其在高温下仍保质良好的韧性,优于PA66和PA46,耐摩性和摩擦系数小都大大优于其它尼龙,甚至超过POM和LCP。PA9T另一个极佳的性能是耐化学品和油、醇、酸和二氯化钙、热水和其它流体,几乎超过所有PA,仅比PPS略差,而对燃油的阻隔性是PA6和PA12的十倍,接近ETFE(乙烯-四氟乙烯共聚物)水平,这些优良性能使PA9T十分适用于汽车机罩制品。PA9T有不含玻纤及含玻纤(33%, 45%, 50%)和防火等规格,对于汽车机罩、电气电子产品等市场应用极具发展潜力。
特性1:尼龙系列树脂中,吸水性最低。2:尺寸安定性不会因吸水造成尺寸变化及机械强度下降。3:高耐热性,280 度过锡测试不会产生气泡,也适用较高使用温度之无铅焊锡。4:流动性佳,适用在薄肉成形。5:低瓦斯气,比其它尼龙树脂少较不容易污染及腐蚀模具,延长模具使用。6:结晶速度快,冷却时间短。
7:在高温环境中,机械强度,刚性下降较少,接合线强度,回收性佳。
应用
主要是用于各种电子产品,连接器,接插件 卡座方面的产品等!适用于需过SMT之电子连接器(特别适合无铅锡焊)广泛用于计算机、数码相机、手机等。
阻燃等级
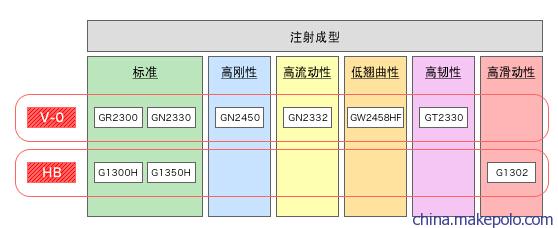
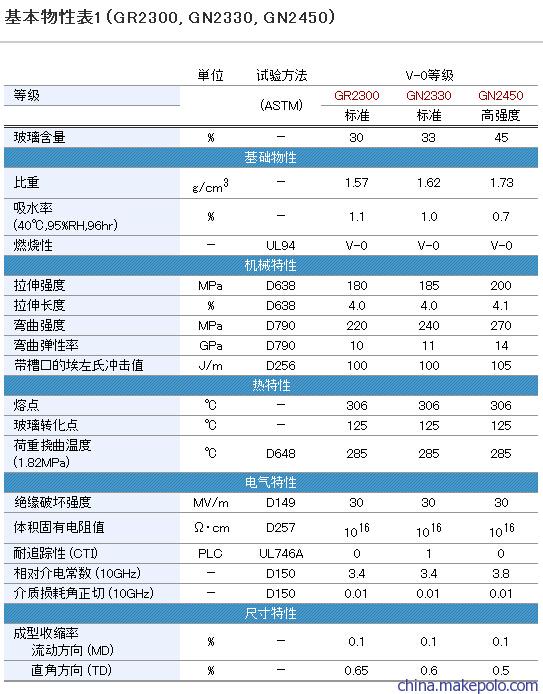
标准等级:GN2330、GR2300
GN2330作为标准等级,在机械强度和成型性及尺寸稳定性方面取得了良好平衡,GR2300则进一步加强了流动性和焊接强度。两者均属可广泛适用于电气电子部件的等级。
高刚性等级:GN2450
GN2450是以高强度和高刚性为特点的等级。适用于FPC滑片、IC插口等需要具有刚性和尺寸精度的部件。
高流动性等级:GN2332
GN2332是对薄壁部分的流动性进行了改良的等级。适用于以0.3mm间距连接器为代表的、需要具有高流动性的部件。
低翘曲等级:GW2458HF
GW2458HF具有低翘曲性和高流动性,适合作接插件。适用于成型收缩率小、容易发生翘曲和扭曲的部件。
高韧性等级:GT2330
GT2330是以高韧性为特点的等级。适用于需要具有端子压入强度的部件。
HB等级:G1300H、G1350H、G1302
G1300H、G1350H作为标准的HB等级,是一种可广泛适用于电气电子部件的材料。G1302实现了高滑动性。HB等级采用了卤素类阻燃剂。


颗粒的干燥条件
<Genestar>将含水率管理在1000ppm以下。包装材料使用了铝制防湿袋,开封后可立即进行成型加工。但是,开封后自然放置的颗粒会因吸湿而导致含水量上升,需要进行重新干燥。关于重新干燥的条件,如果使用热风干燥机,则请以120℃、5小时左右为参考标准。此外,干燥温度的上限推荐140℃、干燥时间推荐24小时以内。

图:自然放置下的颗粒吸水量(GN2330)
成型条件料筒温度及模具温度
| 熔点 | ℃ | 306 |
| 推荐料筒温度 | ℃ | 310〜330 |
| 玻璃转化温度 | ℃ | 125 |
| 推荐模具温度 | ℃ | 130〜140 |
表:成型条件实例|
| 注射成型机 | 注射成型机:15t级注射成型机
螺杆:Φ18mm 喷嘴:Φ2.0mm
最大压力:1900kg/cm2 注射容量:48.3cm3/sec |
| 成型品 | 板对板连接器(0.5mm间距)
(L×W×H:17mm×2.4mm×2.2mm) |
| 成型条件 | 料筒温度:喷嘴/C1/C2/C3/HP
设置:315℃/325℃/310℃/300℃/120℃
模具温度: 设置:140℃(实际温度:140℃)
注射速度:V1:60mm/sec、 V2:30mm/sec
注射1次压力:1200kg/cm2
保压条件:750kg/cm2、 0.3sec
冷却时间:3.0sec、1循环时间:8.0sec
螺杆转速:100rpm,背压=20kg/cm2 |
| 模具 | 4腔、隧道式交口:Φ0.6mm |
关于料筒内滞留时间
为了防止成型品的热显色,对于料筒内的滞留时间,请以15分钟以内为参考标准。

材料:<Genestar> GN2330
注射成型机:80t级(螺杆Φ32mm) 模具:JIS1号试片(哑铃片)
料筒温度:320℃、模具温度:140℃ 1循环:37sec(料筒内注射约13次)
模具温度与相对结晶度的关系
<Genestar>根据成型品的厚度的不同,充分结晶所需的模具温度各不相同。采用SMT适用型连接器中较为常见的板厚(0.5mm、10mm)时,充分结晶需要130℃以上的模具温度。
表:相对结晶度(%)
板厚 (mm)80100120130140
| 模具温度(℃) |
|
| 0.5 | 80 | 85 | 95 | 100 | 100 |
| 1.0 | 88 | 91 | 96 | 100 | 100 |
| 2.0 | 94 | 100 | 100 | 100 | 100 |
| 3.0 | 100 | 100 | 100 | 100 | 100 |
(樹脂温度:320℃、测定样品:30mm(L)×10mm(W) 平板)
模具设计模具材质
<Genestar>根据等级的不同,使用了阻燃剂和玻璃纤维等,因此推荐选用耐腐蚀性及耐磨损性优良的钢材。推荐钢材:SKD11同等品、SUS440同等品
排气孔
为了防止成型品表面的烧焦和短射,请在树脂的流动路径上设置排气孔。关于排气孔的的深度,请以0.008~0.015mm为参考标准。




