东莞市琪丰塑胶原料有限公司
代理销售日本Genestar(可乐丽)品牌 高温工程塑料PA9T塑胶
欢迎来电咨询洽谈! 联系人:彭玉昌 18925784542
(专业铸就品牌)琪丰人以专业的精神来为你服务。
电气电子用途 各等级的说明
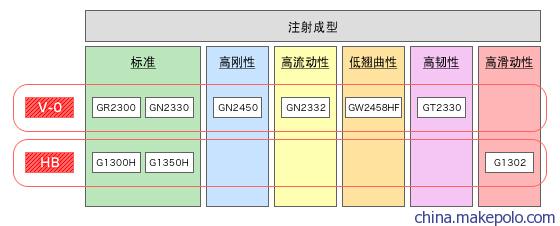
标准等级:GN2330、GR2300
GN2330作为标准等级,在机械强度和成型性及尺寸稳定性方面取得了良好平衡,GR2300则进一步加强了流动性和焊接强度。两者均属可广泛适用于电气电子部件的等级。
高刚性等级:GN2450GN2450是以高强度和高刚性为特点的等级。适用于FPC滑片、IC插口等需要具有刚性和尺寸精度的部件。
高流动性等级:GN2332
GN2332是对薄壁部分的流动性进行了改良的等级。适用于以0.3mm间距连接器为代表的、需要具有高流动性的部件。
低翘曲等级:GW2458HF
GW2458HF具有低翘曲性和高流动性,适合作接插件。适用于成型收缩率小、容易发生翘曲和扭曲的部件。
高韧性等级:GT2330
GT2330是以高韧性为特点的等级。适用于需要具有端子压入强度的部件。
HB等级:G1300H、G1350H、G1302
G1300H、G1350H作为标准的HB等级,是一种可广泛适用于电气电子部件的材料。G1302实现了高滑动性。HB等级采用了卤素类阻燃剂
基本物性表1(GR2300, GN2330, GN2450)
(ASTM)
标准标准高强度
| 単位 | 试验方法 | V-0等级 |
| 等级 | GR2300 | GN2330 | GN2450 |
|
| 玻璃含量 | % | − | 30 | 33 | 45 |
| 基础物性 |
| 比重 | g/cm3 | − | 1.57 | 1.62 | 1.73 |
吸水率
(40℃,95%RH,96hr) | % | − | 1.1 | 1.0 | 0.7 |
| 燃烧性 | − | UL94 | V-0 | V-0 | V-0 |
| 机械特性 |
| 拉伸强度 | MPa | D638 | 180 | 185 | 200 |
| 拉伸长度 | % | D638 | 4.0 | 4.0 | 4.1 |
| 弯曲强度 | MPa | D790 | 220 | 240 | 270 |
| 弯曲弹性率 | GPa | D790 | 10 | 11 | 14 |
| 带槽口的埃左氏冲击值 | J/m | D256 | 100 | 100 | 105 |
| 热特性 |
| 熔点 | ℃ | − | 306 | 306 | 306 |
| 玻璃转化点 | ℃ | − | 125 | 125 | 125 |
荷重挠曲温度
(1.82MPa) | ℃ | D648 | 285 | 285 | 285 |
| 电气特性 |
| 绝缘破坏强度 | MV/m | D149 | 30 | 30 | 30 |
| 体积固有电阻值 | Ω・cm | D257 | 1016 | 1016 | 1016 |
| 耐追踪性 (CTI) | PLC | UL746A | 0 | 1 | 0 |
| 相对介电常数 (10GHz) | − | D150 | 3.4 | 3.4 | 3.8 |
| 介质损耗角正切 (10GHz) | − | D150 | 0.01 | 0.01 | 0.01 |
| 尺寸特性 |
成型收缩率
流动方向 (MD) | % | − | 0.1 | 0.1 | 0.1 |
| 直角方向 (TD) | % | − | 0.65 | 0.6 | 0.5 |
电气电子用途 成型加工颗粒的干燥条件<Genestar>将含水率管理在1000ppm以下。包装材料使用了铝制防湿袋,开封后可立即进行成型加工。但是,开封后自然放置的颗粒会因吸湿而导致含水量上升,需要进行重新干燥。关于重新干燥的条件,如果使用热风干燥机,则请以120℃、5小时左右为参考标准。此外,干燥温度的上限推荐140℃、干燥时间推荐24小时以内。

图:自然放置下的颗粒吸水量(GN2330)

成型条件料筒温度及模具温度
| 熔点 | ℃ | 306 |
| 推荐料筒温度 | ℃ | 310〜330 |
| 玻璃转化温度 | ℃ | 125 |
| 推荐模具温度 | ℃ | 130〜140 |
表:成型条件实例|
| 注射成型机 | 注射成型机:15t级注射成型机
螺杆:Φ18mm 喷嘴:Φ2.0mm
最大压力:1900kg/cm2 注射容量:48.3cm3/sec |
| 成型品 | 板对板连接器(0.5mm间距)
(L×W×H:17mm×2.4mm×2.2mm) |
| 成型条件 | 料筒温度:喷嘴/C1/C2/C3/HP
设置:315℃/325℃/310℃/300℃/120℃
模具温度: 设置:140℃(实际温度:140℃)
注射速度:V1:60mm/sec、 V2:30mm/sec
注射1次压力:1200kg/cm2
保压条件:750kg/cm2、 0.3sec
冷却时间:3.0sec、1循环时间:8.0sec
螺杆转速:100rpm,背压=20kg/cm2 |
| 模具 | 4腔、隧道式交口:Φ0.6mm |
关于料筒内滞留时间
为了防止成型品的热显色,对于料筒内的滞留时间,请以15分钟以内为参考标准。

材料:<Genestar> GN2330
注射成型机:80t级(螺杆Φ32mm) 模具:JIS1号试片(哑铃片)
料筒温度:320℃、模具温度:140℃ 1循环:37sec(料筒内注射约13次)
模具温度与相对结晶度的关系
<Genestar>根据成型品的厚度的不同,充分结晶所需的模具温度各不相同。
采用SMT适用型连接器中较为常见的板厚(0.5mm、10mm)时,充分结晶需要130℃以上的模具温度。
表:相对结晶度(%)
板厚 (mm)80100120130140
| 模具温度(℃) |
|
| 0.5 | 80 | 85 | 95 | 100 | 100 |
| 1.0 | 88 | 91 | 96 | 100 | 100 |
| 2.0 | 94 | 100 | 100 | 100 | 100 |
| 3.0 | 100 | 100 | 100 | 100 | 100 |
(樹脂温度:320℃、测定样品:30mm(L)×10mm(W) 平板)
模具设计模具材质
<Genestar>根据等级的不同,使用了阻燃剂和玻璃纤维等,因此推荐选用耐腐蚀性及耐磨损性优良的钢材。
推荐钢材:SKD11同等品、SUS440同等品
排气孔
为了防止成型品表面的烧焦和短射,请在树脂的流动路径上设置排气孔。关于排气孔的的深度,请以0.008~0.015mm为参考标准。




