一. 机床性能、特性、规格
1. 机床性能简介
l 床身
车削中心的独特设计使其具有极高的精度和热稳定性。所有的铸件均采用FEA 进行优化设计,从而改进了切屑和冷却液的排出路径,使得机床更易于保养和维护。ST-30 系列车削中心的主轴头采用紧凑对称性设计,使其具有极高的热稳定性和刚性,45 度楔形铸件使刀具安装空间更大,排屑更顺畅.
l 淬硬钢轴承组件
用轴承制造业所用的精密磨削技术制造的,具有在各个方向上间隙为零并可承受全负荷的特点。
l 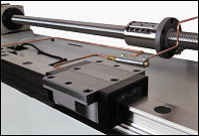
双支座滚珠支承丝杠
采用机械行业中最高质量标准的优质丝杠和导轨以保证机床的高精度和长寿命。丝杠在两端紧固并加以预应力,且经严格检测确保丝杠百分百平行于导轨。
l 高速无刷马达
哈斯无刷驱动的快速移动速度提高了操作的速度,从而提高用户的生产率。
l 强力30马力矢量驱动主轴
高性能马达与哈斯设计的矢量驱动的结合,使该主轴在1380 rpm转速可产生115ft-lb(156 Nm)的切削扭矩。
l 双驱动主轴马达
哈斯双驱动系统由双线圈电动机(Y线圈和D线圈)和一个用以控制两线圈之间转换的电控开关组成,无论是低速切削还是高速切削,都有最匹配的线圈可供选择,如此可在更大的转速变化范围内产生高扭矩并持续作业。
l 刚性攻丝
不需昂贵的浮动刀头。

l VB混合刀塔
ST20SS拥有24 刀位混合式VB(BOT/ VDI) 刀塔, 可安装BOT 刀具、外径为3/4"的刀具和VDI40 刀具。
2. 数控系统
HAAS机床的数控系统是美国哈斯公司自行开发的独特实用的数控系统, 它与世界上目前已有的数控系统有很强的兼容性(如FANUC, YASNAC等).
HAAS数控系统是一种基于工业计算机控制的数控系统, 它采用三32位CPUs中央处理器系统, 主频为40兆赫, 具有512K的20纳秒高速缓冲存储器, 标准设计中程序执行速度高达每秒1000程序段. 与目前最快速的PC为基础的系统相比, 具有更强的稳定性和抗干扰能力及更快的数据处理能力, 其特点如下:
l 高速信息交换
哈斯建立了新的高速交换信息的工业标准, 其速度高至115200字节/秒(BIT/SEC), 可利用RS-232或RS422接口, 以ASCII或XMODEM格式上载、下载或进行DNC(直接数控)程序, 90秒内可下载1兆字节(1MB)的程序.
l 1MB标准存储器
哈斯公司选用的是能扩充至250兆字节的静态随机存储器(STATIC RAM), 能瞬间改变内存中数据并永久保存下来.
l 专用键盘
控制面板上有131个键, 全部通用功能包括一个完整的数字、字母键, 键上有清晰的标记以便于操作者使用, 许多功能只需简单地按一个键即能执行.
l 文字处理编辑器
通过EDITOR(编辑器), 操作者可以一个具有双窗口的屏幕下编辑程序, 利用这一编辑器可进行总体搜索、寻找、替代、程序重新编号、程序间复制等操作, 下拉菜单使你不必翻阅手册就能很方便地进行编辑.
l 背景编辑
此功能允许当一个程序正在运行时编辑另外一个程序.
l 刀具寿命管理
此功能可自动记载刀具进给时间, 刀具选用时间以及刀具使用的次数, 并可手动设定刀具负载预警的百分比. 当刀具使用达到指定的使用寿命和超出设定负载时, 会自动报警.
l 多功能手轮
此手轮可使程序上的光标移动以加快编辑, 查找偏置量和各项参数; 在单程序段运行时可利用手轮逐段执行程序, 这是其它数控系统所不具备的特点, 它可以使手轮转一圈来执行100个程序段. 它的另一个功能是用于修调主轴转速和进给量, 转速和进给量可按1%的增量从0改变到200%.






