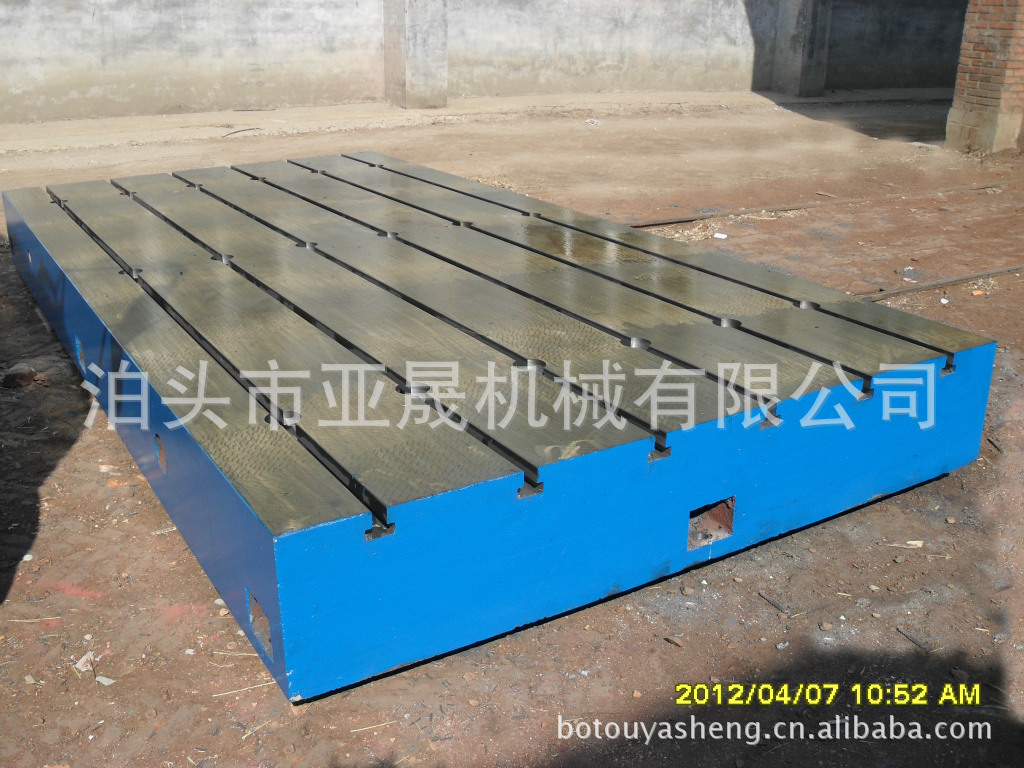
电机试验台又名铸铁试验平板,试验平台,是用于各种机械及其他产品的试验、拼接、工件检测或划线的平面基准量具。使用时应避免振动。
试验平板按JB/T7974-1999标准制造,产品制成筋板式和箱体式,工作面有长方形、正方形或圆形,材料HT200-300,QT400-600,ZG15-45。试验平板的工作面采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等。试验平板上面的孔或T型槽,用来固定工件,和清理加工时产生的铁屑或放以固定销,也可以设计成平面,安装就调至水平板、负荷均匀分布于各支点上,环境温度(20±5)℃,
试验平板0级、1级平板在每边为25mm平方的范围内不少于25点: 2级平板在每边为25mm平方的范围内不少于20点: 3级平板在每边为25mm平方的范围内不少于12点。
电机试验台的规格:①100mm×200mm---400mm×400mm(本规格适用于研磨压砂平板)精度为0级、1级、2级;②400mm×600mm----1500mm×2500mm(本规格适用于人工刮研平板)精度为1级、2级、3级;试验平板:③1500mm×3000mm---2000mm×3000mm(本规格适用于人工刮研平板)精度为2级、3级、精刨;板④2000mm×4000mm---3000mm×10000mm/4000mm×8000mm精度为3级和精刨
铸铁平板使用磨损后,可以重新修刮恢复其精度。
铸铁平板可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度。
铸铁平板的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板必须注意铸铁材料的选择,采用时效处理等方法消除铸铁平板的残余应力。
技术要求
[2]1、平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
2、平板的铸造表面应清楚型砂且平整,涂漆牢固。
3、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、平板应采用优质细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
5、平板工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra最大允许值为5μm。
6、平板应去磁和稳定性处理。
7、平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
8、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
铸铁平板(铸铁平台)的使用注意事项
平板在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。平板在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
铸铁平板在检定中如何评定刮研接触斑点
铸铁平板是广泛用于机械行业精密测试、检验、划线的重要工具。为延长铸铁平板的使用寿命,保证使用精度.刮研接触斑点质量是铸铁平板的一项重要技术指标。
目前对刮研接触斑点的评定认为:
一是检查平板工作表面的微观质量即微小峰谷的平面度,表面微观质量高,耐磨性好,才能保证平板的使用寿命。
二是防止平板工作表面有小范围的局部畸变,来保证平板的使用精度。JJG
117-91平板检定规程对刮研接触斑点要求见下表: JJG 117-91平板检定规程对刮研接触斑点要求
级别 00级、0级 1级 2级
刮制平板的接触斑点(25×25毫米)
斑点数 ≥25 ≥20 ≥12
最多与最少斑点数之差 不大于5个点
上表对接触斑点的面积(单点面积、单位面积内的接触面积)、刮研深度均未作出具体规定,导致了对评定刮研接触斑点的不同见解。 合理的铸铁平板刮研接触斑点可以延长平板的使用寿命,本文就对此进行以下探讨: 一、磨擦对刮研接触斑点的磨损速度影响。 由于固体表面较粗糙,两物体表面总是在个别点上发生接触,因此,实际接触面积比理论接触面积要小得多。因为实际接触面小,所以即使在负荷很小的情况下,也会产生很大的单位压力。由于表面粗糙度不同,在单位压力作用下,接触面的磨损也随磨擦力的不同而不同。 在单位压力作用下,重复磨擦、磨损随时间的变化曲线如下图:
曲线所表示的在初期磨损量大,这是由于磨损面不平滑,实际接触面积小,比压大所造成的。对于平板来说,使用中平板刮研接触斑点始终处于初期磨损阶段,这是造成刮研接触斑点磨损主要原因之一。根据磨擦速度、接触压力磨损曲线(下图)可以看出,磨损速度v=0.3~0.5m/s的状态下,磨损量最大,这一段称为粘着磨损。平板的使用状态下,工件在平板上移动速度也正是在这一阶段上进行工作的,这是造成刮研接触斑点磨损的原因之二。 另外,平板材料、硬度、环境以及维护、保养等因素也会对刮研接触斑点的磨损产生不同影响。为了研究不同的刮研深度,不同接触面积确切的磨损状况,本文以常用的试验方法,以及收集的资料加以分析探讨。 二、刮研深度、刮研接触斑点面积的测定与平板的使用寿命分析
1号平板接触斑点25~27,接触面积为20%左右;2号平板接触斑点25~29,接触面积为10%左右。
对20块平板所做的磨损情况调查结果为:2块河北泊头铸铁平板,一块使用在5年以上,仍在正常使用;另一导体使用也在5年以上,由于保管不善,造成锈蚀进行了修复。其余18块外省市刮研的铸铁平板,使用时间均为1年,经检定,10块磨损严重已经不合格,需要重新修复;8块仍可使用,但已出一部分斑点连片现象。 对刮研深度作一简单处理取其平均值,1号平板刮研深度为37.36微米,2号平板刮研深度为9.06微米,二者相差3倍之多。根据磨擦曲线损量与磨擦时间的关系,平板使用始终处于初期磨损阶段,曲线呈线性,磨损量与磨擦时间成正比。由于平板磨损情况的调查可知,河北泊头平板使用寿命为瓦房店平板的5倍。显而易见,刮研深度对平板使用寿命的影响是不可忽略的。JJG 117-91平板检定规程对刮研深度没有做出规定,这无疑是一种缺陷。 从以上测试结果还可以看出,二者接触斑点大致相同,但所测接触面积分别为20%和10%,悬殊是非常大的。从使用的角度讲,在不致引起工件与平板发生研合的情况下,尽可能提高接触面积,可提高平板的使用寿命。JJG 117-91平板检定规程也未对此项予以适当限制。 为了提高平板的使用寿命,保证其工作精度,建议对刮研深度或控制在0.02mm以上,这样可保证平板有较长的使用寿命和检定周期。根据有关资料对刮研深度介绍以及刮研深度测得数据,此工艺加工要求是可以达到的。 对接触斑点面积的控制,英国平板和平台标准规范中规定,对于AA级(相当于JJG 117-91规程0级)、A级(相当于JJG 117-91规程1级)平板的支承现积比例不低于20%,对B级(相当于JJG 117-91规程2级)平板支承面积比例不低于10%。高点应当均匀分布,并且支承面积的比例数不应高到使工件引起粘合的程度。这一规定即保证了平板的使用精度,又兼顾了平板的使用寿命,是可以借鉴的。
铸铁平板的保养一般情况下有以下几个步骤:
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时
不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。平台:
用于机械发动机的动力试验,调试设备。具有较好的平面稳定性和韧性。表面带有T型槽。主要用来固定工件。是钳工工人用来调试设备,装配平台,维修设备的基础工作面。