泊头市亚晟机械有限公司位于素有“铸造名城”美誉的泊头市,北依首都北京及传统的工商业名城天津,靠近横贯南北的京沪铁路及104国道。
公司创建于2000年,是产品铸铁平板、铸铁平台、测量平台、划线平台、花岗石平板、花岗石平台、平尺、方箱、U型铁、偏摆仪、合象水平仪;齿轮跳动检测仪、平面度检测仪、螺纹塞规、量块、量规、汽车模具、机床垫铁、三坐标测量划线仪、工具的专业生产厂家。以十余年的生产技术与经验,创名优产品。我厂生产的铸铁量具质量稳定可靠,行销全国。出口到美国、德国、韩国、香港等国家和地区,受到新老用户的一致好评。
级别 00级、0级 1级 2级
刮制平板的接触斑点(25×25毫米)
斑点数 ≥25 ≥20 ≥12
最多与最少斑点数之差 不大于5个点
上表对接触斑点的面积(单点面积、单位面积内的接触面积)、刮研深度均未作出具体规定,导致了对评定刮研接触斑点的不同见解。 合理的铸铁平板刮研接触斑点可以延长平板的使用寿命,本文就对此进行以下探讨: 一、磨擦对刮研接触斑点的磨损速度影响。 由于固体表面较粗糙,两物体表面总是在个别点上发生接触,因此,实际接触面积比理论接触面积要小得多。因为实际接触面小,所以即使在负荷很小的情况下,也会产生很大的单位压力。由于表面粗糙度不同,在单位压力作用下,接触面的磨损也随磨擦力的不同而不同。 在单位压力作用下,重复磨擦、磨损随时间的变化曲线如下图:
曲线所表示的在初期磨损量大,这是由于磨损面不平滑,实际接触面积小,比压大所造成的。对于平板来说,使用中平板刮研接触斑点始终处于初期磨损阶段,这是造成刮研接触斑点磨损主要原因之一。根据磨擦速度、接触压力磨损曲线(下图)可以看出,磨损速度v=0.3~0.5m/s的状态下,磨损量最大,这一段称为粘着磨损。平板的使用状态下,工件在平板上移动速度也正是在这一阶段上进行工作的,这是造成刮研接触斑点磨损的原因之二。 另外,平板材料、硬度、环境以及维护、保养等因素也会对刮研接触斑点的磨损产生不同影响。为了研究不同的刮研深度,不同接触面积确切的磨损状况,本文以常用的试验方法,以及收集的资料加以分析探讨。 二、刮研深度、刮研接触斑点面积的测定与平板的使用寿命分析
我公司实力雄厚,最大生产铸铁件四十余吨,可生产13X4米的大型平台,我公司不断以科技为先导,不断开拓进取,并与中测院合作,研制出大量先进的工量具。在实力的带动下,我公司的产品受到国内外用户的交口称赞.......
铸铁平板的保养一般情况下有以下几个步骤:
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时
不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。平台:
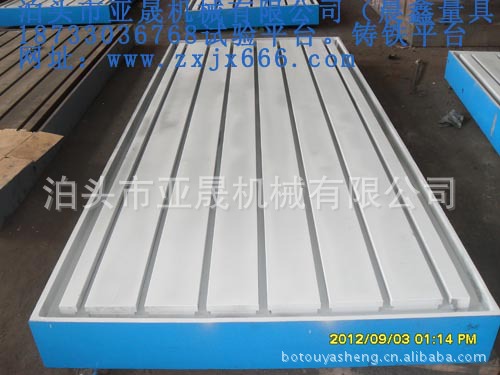
用于机械发动机的动力试验,调试设备。具有较好的平面稳定性和韧性。表面带有T型槽。主要用来固定工件。是钳工工人用来调试设备,装配平台,维修设备的基础工作面。
泊头市亚晟机械有限公司我们将本着“价格、质量”双优,“诚信、服务”共赢的经营理念,竭诚为广大客户服务,服务电话18733036768 传真0317-8033919.网址: