木塑门密度高解决方案
一、存在问题
木塑门密度高
二、原因分析
物料熔体强度低,包裹不住气体,出现串孔和破孔,制品密度变大
三、降低木塑门密度的方案
选用熔体强度高的发泡调节剂,提高物料熔体强度,发泡过程中泡孔壁能够承受泡孔内气体的压力,防止因强度低而破裂,可使制品泡孔小而多,泡孔结构更均匀致密,降低制品密度。
四、实验内容:
1.配方设计
基料 | 原始配方 | 日科调试 | |
|
PVC(K-57) | 100 | 100 | |
复合铅盐稳定剂 | 4 | 4 | |
硬脂酸(熔点69℃) | 0.8 | 0.8 | |
石蜡(熔点65℃) | 0.3 | 0.3 | |
PE蜡(熔点95-105℃) | 0.4 | 0.4 | |
轻质碳酸钙 | 50 | 50 | |
木粉 | 5 | 5 | |
硬脂酸钙 | 0.6 | 0.6 | |
CPE | 8 | 8 | |
ACR-90 | 8 | -- | |
ACR-175 | 1.0 | -- | |
HL-925 | -- | 7.5 | |
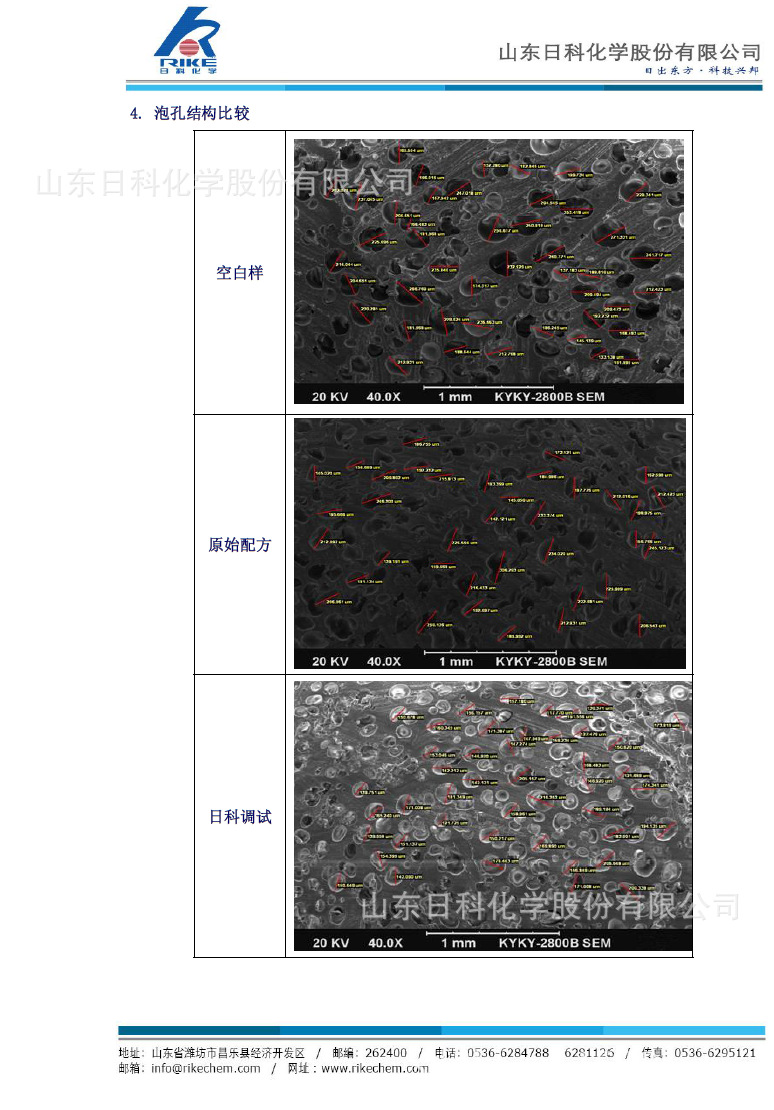
3.发泡板密度比较
以棒材挤出为例,以我公司单螺杆挤出机做挤出实验对比
3.1挤出设备及挤出工艺
设备型号 | 单螺杆挤出机 |
螺杆直径 | 30mm |
L/D长度/直径 比例 | 25 |
口模直径 | 5mm |
口模厚度 | 1mm |
机筒温度. (℃) | 1区 | 160 |
2区 | 175 |
3区 | 180 |
4区 | 170 |
5区 | 170 |
主机转速 (rpm) | 5.9 |
主机电流(A) | 4.5-4.8 |
牵引速率(m/min) | 4.7 |
3.2密度比较
型号 | 空白样 | 原始配方 | 日科调试 |
挤出发泡棒密度(g/cm3) | 0.9802 | 0.7773 | 0.7545 |
发泡膨胀率 % | 18 | 28 | 35 |
熔体强度 KPa | 2.17 | 21.9 | 33.8 |
注 ①发泡膨胀率=(棒材直径-口模直径)/口模直径×100%
②熔体强度检测方法:采用棒材挤出的方法,在牵引速度稍快于挤出速度的前提下,将拉力计连接在挤出机和牵引机之间的棒材上,待棒材匀速挤出后,测试拉力,然后比上棒材的横截面积即为熔体强度