一、kitamura北村硬轨式精密高速加工中心的主要优势:
1,100%日本制造技术,原装进口品牌,品质保证:
大家都知道日本的机械制造技术在全世界范围来讲都是一流的,日本原装制造等同高品质保证,我参观日本工厂的制造工艺都是比较苛刻,严谨的。
2,北村高速加工中心高精度的保证:

| 1)北村高速加工中心搭载1600万脉冲高分辨率的解码器及绝对位置的检出伺服马达及传动机构,并与硬轨方式并用,由此实现稳定的高精度定位。 |
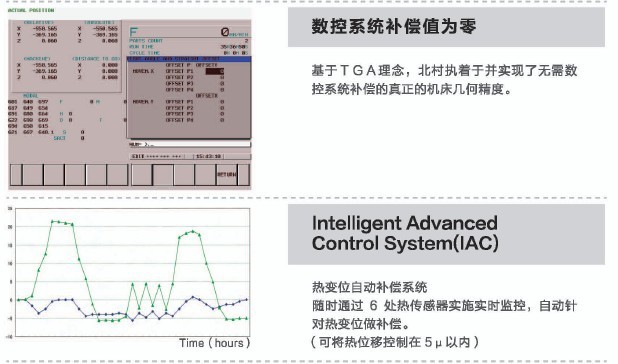
| 2)北村公司独创的温度变化同步调整热位补偿(iac)功能可操作盘上监视热变位移动状况,该功能可实现自动补偿。 |
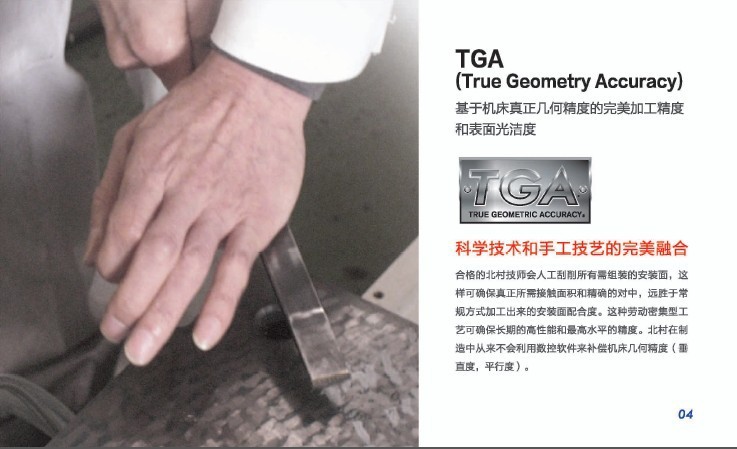
| 3)经过高级工匠纯手工“铲花刮研”处理的硬轨,机床精度及精度的稳定性进一步提高。 |
| 4)kitamura北村机身部件铸件采用铸造完后,摆放在露天环境下整整壹年时间,任其风吹雨淋,通过此自然冷却消除机身铸件的“内应力”,从硬件上保证了机床在组装完成后精度的稳定性,此种消除“内应力”的工艺与其它厂商采用“高温淬火”消除内应力的方式,难得可贵,其一会由于冷却时间过长,意味着有大量的机床铸件积压,机床制造成本大大增加;其二由于采用壹整年的自然冷却,基本上100%消除了“内应力”对机床精度的影响,高温淬火却是难以100%消除残余的内应力。 |
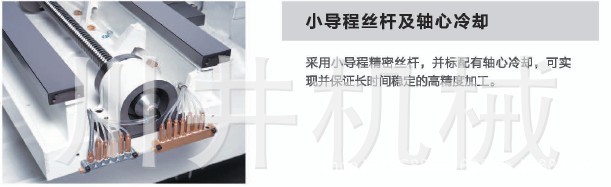
| 5)丝杠采用中空内冷的冷却方式: 大凡熟悉机械加工的人都知道,机床在加工移动过程中,由于导轨移动或丝杠杆旋转进给时,肯定会产生大量的热量,导致y轴及x轴丝杠均产生热变位的误差,有经验的师傅会安装光栅尺(成本增加)或数控系统使用经验值软件补偿方式(此方式受到不同加工条件下热变位是不同,用相同经验值给不同加工条件下的加工精度补偿,肯定是不合理)进行精度调整。 北村公司是采用恒温高速冷却液能过中空丝杠,带走丝杠传动过程中产生热量,保证机床加工在苛刻加工环境下动态的加工精度。在日本模具加工机床行业,仅有唯一的厂家。 |
3,机床结构高刚性,采用硬轨式导轨,长久保持导轨的加工精度:
1)北村公司不断更新采用领先时代的先进技术,再融合自1933年创立以来的所积累的独创技术,北村机床以高刚性结构设计,并坚决使用日本原产的最高级米汉纳铸件,加之经热处理和超精度研磨的硬轨,以及坚持彻底的精细手工刮研工艺(甚至上一些细微部位)。
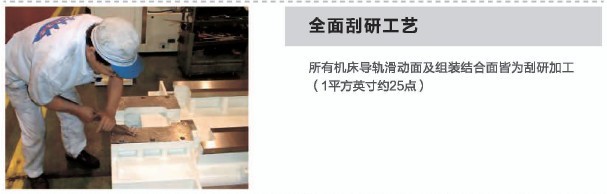
2)kitamura北村与其它机床制造商不一样,北村坚持采用传统人工“铲花刮研”技术,刮研技师占北村技术员工里面超过30%。北村公司坚持保证机床的铸件的每个接触面均经过“铲花刮研”,每平方英寸保证25个点,极大保证接触面的平面度及磨合性。“铲花刮研”技术的好处:
①“铲花刮研”技术大大提高机床精度。
②提高各铸件之间的磨合精度。
③床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等、要对物与物相接触的重要部位进行刮研削加工。简单说,就是「消除紧张力」
图一: 

| 例如,象図1的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是要有恢复原来状态的趋势的力在发生作用,这就是「紧张力」。长时间的紧张力就会造成精度恶化。 |
图二: 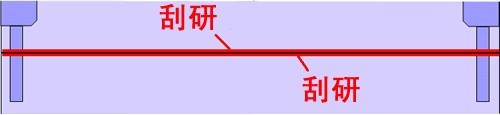
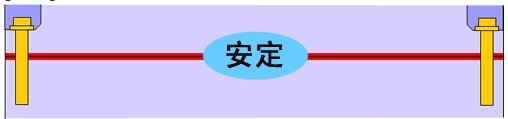
| 象图2的那样,对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。 |
④台面、柱体、主轴头部等等移动摩擦面的精度(包括真直度和直角度等)是机床精度的重要要素。摩擦面之所以重要,是因为物体会在摩擦面上移动。不仅要求能够直线移动,还要注意移动过程中的重心变化。通过“铲花刮研”技术大大增强摩擦面的精度。
⑤通过“铲花刮研”技术加工后的表面在摩擦时,摩擦面上微小的起伏会存油形成油膜,对摩擦面的润滑会有很好的帮助。



