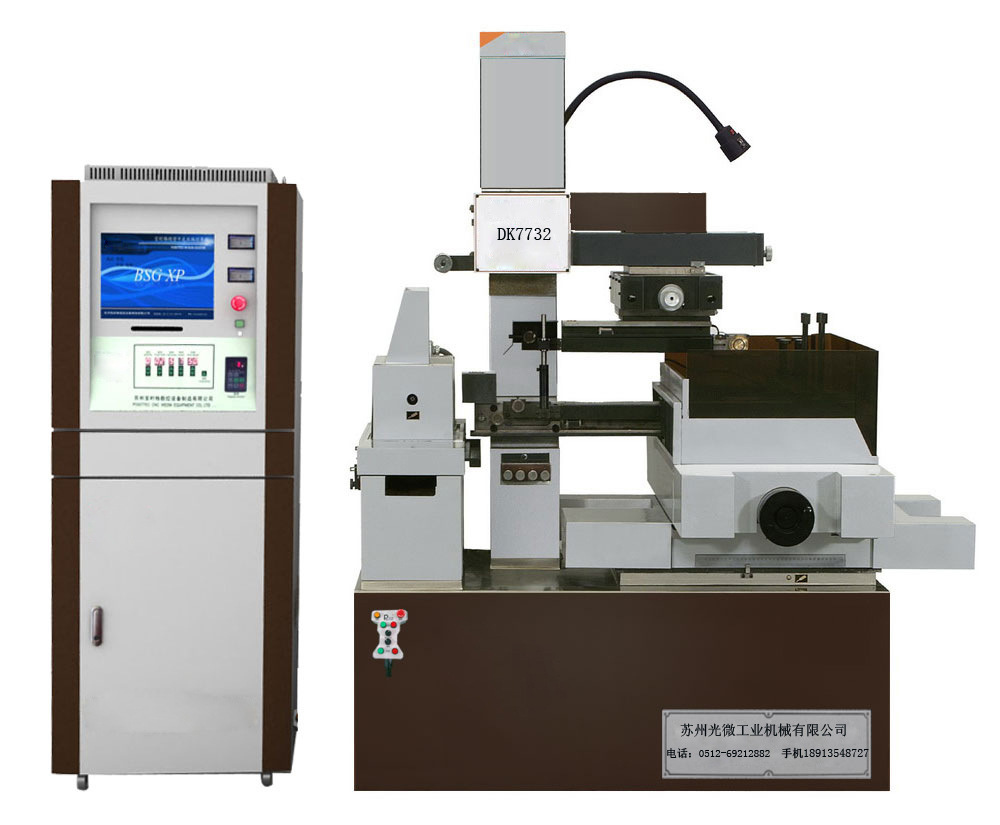
苏州光微精密中走丝线切割机床、电火花机7732M、工业机械

苏州光微工业机械有限公司
中国 苏州
产品属性
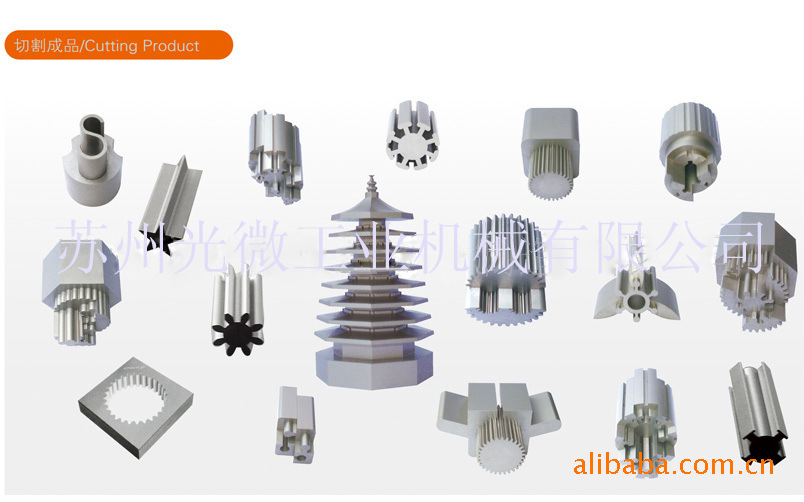
图文详情
品牌推荐
品牌/型号
苏州光微工业机械有限公司/DK7732M-XP
Z轴行程
500
输入电压
380/220
走丝速度
4~12m/minm/min
最大切割厚度
500(mm)mm
加工精度
±0.005mm
锥度
6
型号
DK7732M-XP
适用行业
通用
最大承重
500Kg
工作台面尺寸
415*635mm
品牌
苏州光微工业机械有限公司
控制箱重量
200KG
表面粗糙度
0.8(um)um
最大加工电流
8(A)A
电极丝直径范围
0.10~0.22mm
最大加工速度
180(mm/min)mm/min
最大功耗
2KVAkw
控制系统
BSG-XP
工作台行程(X*Y)
320*400
最大切割斜度/工件厚度
±3°/100
工作台承受重量
500
控制箱装箱尺寸
1.4*1.6*1.9
主机重量
1700
主机装箱尺寸
1800*1400*2100
机床导轨
精密V型轨